
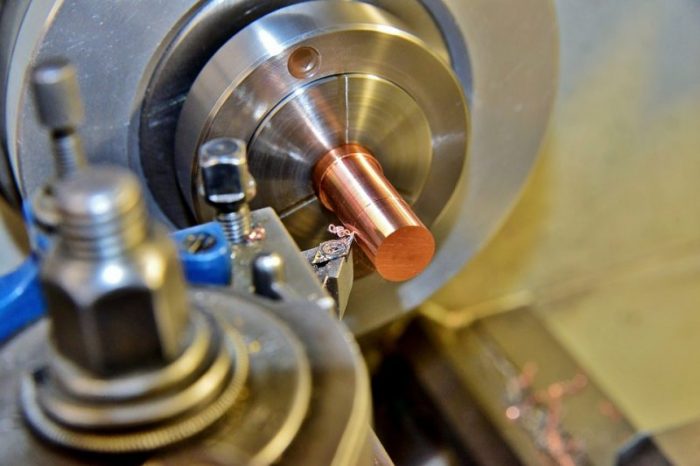
อัตราป้อนมีด หรือ Feed Rate หมายถึง ระยะการเคลื่อนที่ของคมตัดในแนวแกนนอนต่อหนึ่งรอบการหมุนของชิ้นงาน (ในแต่ละรอบของการหมุนของเพลาของเครื่องหรือการป้อนตัด) อาจพิจารณาจากความหนาของเศษตัด (Chips) การป้อนตัด 0.5 มม. หมายถึง มีดตัดเคลื่อนที่เป็นระยะทาง 0.5 มม. ตามความยาวของชิ้นงานขณะที่ชิ้นงานหมุน 1 รอบ


ยิ่งอัตราสูงก็เท่ากับแต่ละขั้นที่เราต้องก้าวขึ้นสูงมาก ซึ่งใช้พลังงานมาก และนักวิ่งต้องแข็งแกร่งพอตัว ซึ่งเปรียบเหมือนถ้าอัตราป้อนมีดสูงๆ ก็จะต้องใช้พลังงานเครื่องจักรมาก และคมตัดต้องแข็งแรงมาก ๆ…
การกลึงหยาบ ใช้อัตราป้อนที่สูง มีดตัดชิ้นงานได้ปริมาณเศษมากผิวงานออกมาไม่เรียบ

การกลึงละเอียด อัตราป้อนที่น้อย ทำให้ผิวงานเรียบ ส่วนมากจะใช้กลึงในขั้นสุดท้ายจะได้ผิวเรียบและขนาดถูกต้องในทางปฏิบัติที่ดีที่สุด
การเลือกใช้ความลึกในการตัดปานกลาง ขณะทำการป้อนตัดหนัก ๆ และใช้ความเร็วตัดให้ถูกต้อง เมื่อกลึงงานหยาบ ถ้าต้องการให้กลึงงานผิวเรียบในขั้นสุดท้ายให้เพิ่มความเร็วตัดมากขึ้น การป้อนกินลึกน้อยลง พร้อมกับให้อัตราการป้อนตัดละเอียดให้สัมพันธ์กัน ในกรณีที่ใช้ความลึกในการตัดมาก และอัตราการป้อนตัดน้อยๆจะดีกว่าการใช้ความลึกในการตัดเท่ากับอัตราป้อนตัด ถึงแม้ว่าอัตราการไหลของเศษโลหะจะเท่ากัน

ความลึกในการตัด (Depth of cut) หรือ ระยะกินลึก / ระยะการป้อนลึก
ความลึกในการตัดทำให้เศษโลหะไหลออกมา ทุกครั้งที่ทำการกลึงหยาบในการตั้งความลึกในการตัด และอัตราการป้อนตัด จะต้องคำนึงถึงความสามารถในการรับได้ของมีดตัด และเครื่องที่จะทนได้หลักเกณฑ์การพิจารณาเลือกใช้ความลึกในการตัดสำหรับงานปกติทั่วไปควรพิจารณาดังนี้
- ขนาดความโตของชิ้นงานก่อนทำการตัดเฉือน (โตกว่าขนาดงานสำเร็จ) ควรจะโตกว่าประมาณ 3.18 มม.
- ถ้าคำนวณความเร็วรอบอยู่ในช่วงกลางของค่าสองค่า ให้เลือกใช้ความเร็วรอบในขั้นต่ำ ถ้าหากสภาพของเครื่อง มีดกลึง และชิ้นงานเหมาะสม อาจจะเลือกใช้ความเร็วรอบในขั้นสูงได้ แต่ถ้าความเร็วรอบที่คำนวณได้ใกล้เคียงกับค่าในช่วงสูง ให้เลือกความเร็วรอบในช่วงสูงได้
- ความลึกในการกลึงหยาบควรป้อนลึกและหยาบมากที่สุดเท่าที่จะทำได้ เหลือไว้ประมาณ 0.76 มม.สำหรับขนาดความโตของชิ้นงาน ก่อนจะกลึงผิวสุดท้าย
- ในการกลึงเหล็กหล่อ หรือโลหะอื่นๆซึ่งผิวรอบๆชิ้นงานจะเป็นสะเก็ดความลึกในการกลึงครั้งแรก การป้อนมีดกินลึกจะต้องให้คมตัดของมีดกลึงตัดให้ลึกพอ ที่จะให้ส่วนผิวเปลือกแข็งหลุดออกไปให้หมด เพราะผิวเปลือกแข็งนี้จะทำให้มีดสึกหรอเร็ว
- ผลิตเม็ดมีดอย่างแม่นยำและรวดเร็วด้วยเลเซอร์
- CUTTING TOOL | เทคนิคการเลือกใช้เม็ดมีดในโลหะการ
- เม็ดมีดแบบปรับเปลี่ยนได้ช่วยเพิ่มประสิทธิภาพการกัด
- A NEW TWIST ON TURNING: มิติใหม่ในงานกลึง
ความเร็วตัด (Cutting Speed ) หมายถึง ความยาวของเนื้อโลหะที่ถูกตัดเฉือนผ่านปลายคมตัด มีหน่วยเป็นเมตรต่อนาที (m/min) ความเร็วตัดสามารถกำหนดได้จากตารางความเร็วของวัสดุที่ต้องการขึ้นรูป หรือ จากตารางคู่มือของเครื่องมือตัดจากบริษัทผู้ผลิต
ลักษณะของการขึ้นรูปชิ้นงาน
การขึ้นรูปตัดเฉือนชิ้นงานแบ่งออกได้เป็น 2 กรณีดังนี้:
- การขึ้นรูปชิ้นงานหยาบ (Roughing) คือการขึ้นรูปชิ้นงานที่ทำให้เศษโลหะไหลออกมาเร็วมากที่สุดเท่าจะเป็นไปได้ แต่ผิวงานที่ออกมาจะไม่เรียบนัก เพราะมีค่าความลึกตัดมาก หรือเป็นชั้นหนา โดยที่จะเหลือผิวสำหรับการขึ้นรูปชิ้นงานในขั้นสุดท้ายอีกครั้งหนึ่ง
- การขึ้นรูปชิ้นงานละเอียด (Finishing) คือการขึ้นรูปชิ้นงานที่ทำให้เศษโลหะไหลออกมาน้อยหรือ มีค่าความลึกตัดน้อย หรือเป็นชั้นที่บางมาก ผิวงานจะออกมาเรียบ สำหรับการกลึงชิ้นงานที่ต้องการคูณภาพผิวงาน
อ้างอิง: engineerknowledge.blogspot
บทความที่เกี่ยวข้อง:
Tech Focus | Micro Moulding การขึ้นรูปชิ้นงานขนาดเล็กแม่นยำได้ด้วย IoT
Ball nose end mill ดอกกัดซีรีย์ใหม่สำหรับชิ้นงานสามมิติ
Tech Focus | การขึ้นรูปเหล็กหล่อด้วย Logiq (2)
About The Author
You may also like
-
สัมมนาสัญจร จากกรมโรงงานอุตสาหกรรม ”ขับเคลื่อนเทคโนโลยีอุตสาหกรรมอัจฉริยะเพื่อความปลอดภัยของชุมชนและสิ่งแวดล้อมอย่างยั่งยืน“
-
อินฟอร์มาฯ สานต่อความร่วมมือ สมาคมยานยนต์ไฟฟ้าไทย จัดงาน “Electric Vehicle Asia 2024” ยกระดับการผลิตไทยสู่การเปลี่ยนแปลงอุตสาหกรรมยานยนต์ไฟฟ้าระดับโลก
-
Guangzhou Industrial Technology และ Asiamold Select 2024 – Guangzhou กำลังจะเริ่มขึ้นในสัปดาห์หน้า
-
Quantix Ultra เทอร์โมพลาสติกทนไฟได้ถึง 1,200°C เพิ่มความปลอดภัยให้รถ EV
-
Ford พลิกโฉมเศษเหลือทิ้งจากต้นมะกอกให้กลายเป็นชิ้นส่วนยานยนต์ที่ยั่งยืน