เครื่องมือตัดสำหรับชิ้นส่วนรางรถไฟส่วนใหญ่มักมีความซับซ้อนเนื่องจากความต้องการอย่างเฉพาะเจาะจงที่จำเป็นอย่างยิ่งสำหรับการขึ้นรูปชิ้นส่วนบางชิ้นให้ได้ประสิทธิภาพและมีความเชื่อถือได้ในระดับสูง


ดังนั้น ในแอปพลิเคชันจำนวนมาก เครื่องมือตัดส่วนใหญ่สำหรับอุตสาหกรรมรถไฟจึงจัดอยู่ในประเภทพิเศษ – Specials ซึ่งต้องออกแบบโดยคำนึงถึงลูกค้าและการใช้งานเป็นหลัก แต่ก็ไม่ใช่ทั้งหมด!
มีเครื่องมือหลายอย่างที่มีอยู่ในชุดเครื่องมือมาตรฐานของ Dormer Pramet ซึ่งสามารถใช้เพื่อสนับสนุนการผลิตชิ้นส่วนต่าง ๆ สำหรับรางรถไฟ ตัวอย่างเช่น Penta HD และ Econ HN ซึ่งเป็นเครื่องมือกัดในชุด Pramet indexable range ซึ่งสามารถใช้กับแอปพลิเคชันต่าง ๆ ได้มากมาย รวมถึงงานขึ้นรูปชิ้นส่วนของสวิตช์ เบสเพลท และตู้รถสินค้า (wagon) เช่น เฟรม เพลาล้อ และโบกี้


ประแจรางรถไฟ หรือจุดสับราง (Rail switches) และทางตัดประแจ หรือ ทางตัดผ่าน (Crossings) เป็นส่วนที่นำรถไฟจากรางหนึ่งไปยังอีกรางหนึ่ง การจัดประเภท tool ของ Dormer Pramet ครอบคลุมเครื่องมือสำหรับการตัดเฉือนสวิตช์ (switches) ในโปรไฟล์รางหลักทั้งหมด ตัวอย่างเช่น โปรไฟล์ราง 60E1 และ 60E2 นั้นพบมากที่สุดโดยเฉพาะในยุโรป Type T section rail หรือ รางเหล็กฐานเรียบ (flat bottom rails) เหมาะสำหรับการการจราจรน้ำหนักโหลดขนาดกลางและหนัก (medium and heavy load traffic)
ในส่วนของทางตัดผ่าน หรือ crossing part ของรางคู่ที่เรียกกันว่า กบ (the frog) ใช้เหล็กแมงกานีส หรือที่เรียกกันอีกอย่างว่า Hadfield Steel ในการใช้งาน ทั้งนี้ เหล็กผสม (alloy steel) เหมาะอย่างยิ่งสำหรับสภาพแวดล้อมที่มีอิมแพ็คสูง เหล็กแมงกานีสไม่ใช่แม่เหล็กและมีความต้านทานต่อการเสียดถูสูงมาก เนื่องจากการข้ามแยกต้องทนต่อน้ำหนักสูงสุดบนรางรถไฟ วัสดุที่นำมาใช้งานจึงต้องมีความทนทาน (ความหนืดเหนียว) มากด้วยค่าความแข็งต่ำที่ระดับ 200-280HB อย่างไรก็ตาม เมื่อวัสดุถูกขึ้นรูปความแข็งจะเพิ่มขึ้นเป็นมากกว่า 350HB

วัสดุอีกอย่างที่นิยมใช้ในการผลิตสวิตช์คือเหล็กกล้า Bainite ซึ่งขึ้นรูปได้ง่ายกว่าแม้ว่าจะเป็นวัสดุที่แข็งกว่าที่ระดับ 450HB แต่ก็เหมาะอย่างยิ่งกับรางในส่วนนี้ เนื่องจากมีความแข็งแรงสูงและทนต่อการสึกหรอ ทั้งนี้ เหล็กรางต้องได้รับการออกแบบให้สามารถต้านทานต่อการเปลี่ยนรูปแบบถาวรหรือแบบพลาสติก (plastic deformation) ความล้าจากการสัมผัส (rolling contact fatigue), การดัดงอและความเครียดจากความร้อนในระหว่างกระบวนการเชื่อมและการปรับปรุงซ่อมแซมใหม่
เมื่อมีการขึ้นรูปสวิตช์ การออกแบบมักจะทำจากส่วนประกอบชิ้นเดียว ดังนั้นหนึ่งในการดำเนินการขั้นแรกก็คือ การกัดหยาบในส่วนบนสุดและล่างสุดของราง ในส่วนนี้ต้องใช้ cutter ที่มีเส้นผ่านศูนย์กลางขนาดใหญ่ ทำให้มีจำนวนรอบการตัดน้อยที่สุด ทั้งรุ่น Penta HD และ Econ HN มีหัวกัดแบบถอดเปลี่ยนได้ (indexable cutters) ขนาดสูงสุด 315 มม.

Penta HD
หัวกัด Penta HD ได้รับการพัฒนามาเพื่อการตัดเฉือนสวิตช์รางโดยเฉพาะ ช่วยให้ผู้ปฏิบัติงานสามารถใช้เครื่องจักรได้อย่างเต็มกำลัง Penta HD พร้อมเม็ดมีด PNMU จึงเหมาะอย่างยิ่งกับงานกัดหยาบหนัก ๆ ในวัสดุหลายประเภทรวมถึงเหล็กกล้า สแตนเลสสตีล และเหล็กหล่อ
ด้วยความลึกของการตัดสูงสุด 10 มม. และอัตราป้อน 0.7 มม. ต่อฟัน ในเรนจ์นี้ช่วยให้อัตราการกำจัดเนื้อโลหะและผลผลิตสูง การออกแบบเม็ดมีดสองด้านที่มีคมตัดสิบ 10 คมมีความยาว 100 มม. พร้อมหมายเลขคมตัดแต่ละด้านเพื่อการสับเปลี่ยนที่ง่ายขึ้น
ในตัวอย่างการทดสอบล่าสุด Penta HD กับเม็ดมีด PNMU ที่มีการแทรก PNMU, ร่องคายเศษ M chipbreaker เกรด M8345 สามารถกลึงรางขนาด 4,600 มม. ได้ภายใน 39 นาที ด้วยความเร็วในการตัด 70 ม.ต่อนาที อัตราป้อน 0.33 มม./ฟัน (mm/tooth) และความลึกตามแนวแกนของการตัด (ap) ที่ 7 มม.
คุณสมบัติสำคัญอีกประการหนึ่งของ Penta HD คือการใช้ระบบเทคโนโลยี Sidelok (สิทธิบัตร) ของ Dormer Pramet ซึ่งช่วยให้สามารถจับและปล่อยเม็ดมีดได้อย่างรวดเร็วและง่ายดาย ด้วยสกรูยึดขนาดใหญ่แบบถาวรในตัวเครื่องตัดทำให้สามารถเปลี่ยนเม็ดมีดได้อย่างรวดเร็วทำให้เครื่องจักรทำงานได้นานขึ้นพร้อมด้วยกำลังการผลิตเพิ่มขึ้น

Econ HN
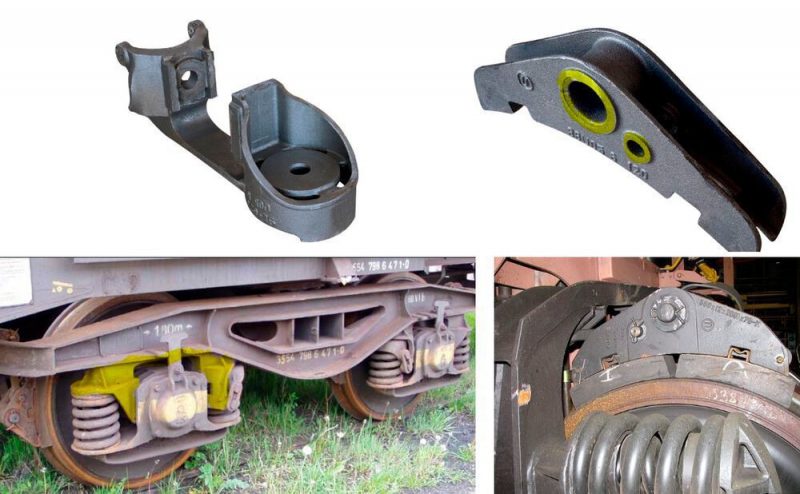
Railway operations เพิ่มเติมที่สามารถใช้เครื่องมือแบบมาตรฐานได้ ก็คือ การขึ้นรูปเบสเพลท (base plates) ซึ่งเป็นองค์ประกอบเชื่อมต่อที่ช่วยใหห้รางยึดแน่นกับ tie หรือ หมอนรองรางรถไฟ (sleeper) นอกจากนี้ ชิ้นส่วนทั้ง ชุดเพลาล้อ, break-pad connector, beam bolsters และโครงโบกี้ล้วนต้องใช้การตัดเฉือนให้ได้รูปทรง
สำหรับแอปพลิเคชันทั้งหมดนี้ ลูกค้าต้องการผลิตภาพสูงในขณะเดียวกันก็ต้องยอมรับต่อข้อจำกัดในการผลิตและวัสดุที่มีความเฉพาะตัว ในการตัดเฉือนช่วงแรก (กัดหยาบ) หัวกัดปาดหน้ามักเป็นเครื่องมือที่เหมาะสมที่สุดเพราะช่วยให้สามารถกำจัดเศษโลหะได้จำนวนมากและทำให้ได้พื้นผิวและฐานราบเรียบสม่ำเสมอก่อนที่จะทำการขึ้นรูปเฉพาะสำหรับการเชื่อมต่อกับส่วนประกอบอื่น ๆ
เมื่อทำการตัดเฉือนส่วนล่างของเบสเพลท มักใช้หัวกัดปาดหน้าที่มีเส้นผ่านศูนย์กลางไม่เกิน 160 มม. กลุ่มผลิตภัณฑ์ Pramet Econ HN นำเสนอหัวกัดปาดหน้า 45 °ซึ่งมีตั้งแต่เส้นผ่านศูนย์กลางตั้งแต่ 25-315 มม. และรวมเอาเม็ดมีด HNGX 06 และ HNGX 09 ไว้ด้วยในชุดเดียวกัน
สำหรับเครื่องมือชุดนี้ออกแบบมาเพื่อคุณภาพพื้นผิวที่ดีขึ้นโดยเฉพาะ ด้วย indexable range ที่สามารถกัดหยาบได้ความลึกของการตัดสูงสุดถึง 6 มม. และกัดพื้นผิวละเอียดได้ระยะกินลึกสูงสุด 1 มม. เม็ดมีดของ Econ HN มีใบมีด 12 คมพร้อมออปชัน wiper เพื่อให้ได้ผิวสำเร็จที่มีคุณภาพสูงขึ้น และยังเหมาะอย่างยิ่งสำหรับการตัดเฉือนเหล็กหล่อและเหล็กกล้า
นอกจากนี้ยังมีความหนาแน่นของเม็ดมีดสูงเพื่อให้ได้ผลผลิตสูงและอายุการใช้งานที่ยาวนานขึ้น ด้วยกำลังการตัดต่ำ
นอกจากนี้ระยะห่างของฟัน (tooth pitch) ที่แตกต่างกันและรูปทรงเฉพาะ (F, M หรือ R) สำหรับแต่ละ operation ตั้งแต่การตกแต่งพื้นผิวไปจนถึงการกัดหยาบ พร้อมกับการจ่ายสารหล่อเย็นภายในทำให้เครื่องมือมีความแม่นยำสูงและทำงานเงียบ
อ้างอิง: https://www.etmm-online.com/providing-tools-for-the-railway-industry-as-standard-a-975386/
บทความที่เกี่ยวข้อง:
‘Make the Shift’ ก้าวไปข้างหน้าอย่างยั่งยืน
มีดตัดใหม่ไฉไลกว่าเดิม
การสร้างสรรค์ cutting tool รุ่นใหม่: ตั้งแต่แนวคิดจนถึงแกนหมุน
About The Author
You may also like
-
สัมมนาสัญจร จากกรมโรงงานอุตสาหกรรม ”ขับเคลื่อนเทคโนโลยีอุตสาหกรรมอัจฉริยะเพื่อความปลอดภัยของชุมชนและสิ่งแวดล้อมอย่างยั่งยืน“
-
อินฟอร์มาฯ สานต่อความร่วมมือ สมาคมยานยนต์ไฟฟ้าไทย จัดงาน “Electric Vehicle Asia 2024” ยกระดับการผลิตไทยสู่การเปลี่ยนแปลงอุตสาหกรรมยานยนต์ไฟฟ้าระดับโลก
-
Guangzhou Industrial Technology และ Asiamold Select 2024 – Guangzhou กำลังจะเริ่มขึ้นในสัปดาห์หน้า
-
Quantix Ultra เทอร์โมพลาสติกทนไฟได้ถึง 1,200°C เพิ่มความปลอดภัยให้รถ EV
-
Ford พลิกโฉมเศษเหลือทิ้งจากต้นมะกอกให้กลายเป็นชิ้นส่วนยานยนต์ที่ยั่งยืน