ประเทศสวีเดน — การผลิตโลหะแบบเติมเนื้อวัสดุกลายเป็นเทคโนโลยีที่ได้ก่อรากฐานที่มั่นคงอย่างรวดเร็วเพื่อการทำเครื่องมือสำหรับแม่พิมพ์ฉีดพลาสติก แล้วภาคของเครื่องมืองานเย็นล่ะ มีตลาดสำหรับการผลิตแบบเติมวัสดุเพื่อแอปพลิเคชันเหล่านี้เช่นกันหรือไม่?
ด้วยความต้องการที่กำลังเพิ่มขึ้นสำหรับผลิตภัณฑ์น้ำหนักเบา มีการใช้แผ่นเหล็กที่มีความแข็งแรงสูงที่ก้าวหน้า มากขึ้นเรื่อย ๆ สิ่งนี้ทำให้ความต้องการสูงขึ้นในเหล็กกล้าเครื่องมือที่ใช้เจาะ ขึ้นรูปและตัดแต่งชิ้นส่วนแผ่นโลหะ และความต้องการคุณภาพชิ้นส่วนสูงขึ้นด้วย ดังนั้นไม่มีเศษเสี้ยนหรือความเข้มของความเค้น ที่อาจเสี่ยงต่อการใช้งานหรืออายุของชิ้นส่วนที่ผลิต การใช้งานเพื่อการผลิตแบบเติมวัสดุสำหรับแอปพลิเคชันเครื่องมือชนิดนี้สามารถมีได้หรือไม่?


“การใช้กระบวนการลำแสงอิเล็กตรอน (EBM) เพื่อหลอมละลายโลหะของ GE Additive Arcam ให้ความเป็นไปได้ใหม่ ๆ สำหรับการผลิตแบบเติมวัสดุของเหล็กกล้าเครื่องมืองานเย็น”
คุณสมบัติสำคัญที่สุดของเหล็กกล้าเครื่องมืองานเย็น คือความต้านทานต่อการสึกหรอที่ดี ความต้านทานต่อการสึกหรอมักทำได้โดยปริมาณคาร์ไบด์ที่มีมากภายในโครงสร้างจุลภาคที่ชุบแข็ง การก่อตัวของคาร์ไบด์ขับเคลื่อนโดยองค์ประกอบสิ่งเจือปนที่เฉพาะเจาะจงและถูกควบคุมด้วยปริมาณคาร์บอน ดังนั้นเกรดเหล็กกล้าเครื่องมืองานเย็น เป็นเกรดเหล็กกล้าผสมสูงและมีปริมาณคาร์บอนสูง
ปริมาณผสมที่สูงทำให้เหล็กกล้าเครื่องมืองานเย็น ยากที่จะผลิตด้วยกระบวนการผลิตแบบเติมวัสดุ ปัญหาหลักเกิดจากความไวต่อการแตกสูงของโลหะผสมเหล่านี้ระหว่างการแข็งตัวอย่างรวดเร็ว เช่นในการเชื่อม และนั่นคือเหตุผลว่าทำไมเหล็กกล้าเครื่องมืองานเย็นจึงเป็นวัสดุที่เชื่อมไม่ได้ ซึ่งทำให้ยากสำหรับเทคโนโลยีการผลิตแบบเติมวัสดุด้วยวิธีผงวัสดุ (Power bed) ซึ่งมีพื้นฐานมาจาก “หลักการเชื่อม” ใช้ลำแสงอิเล็กตรอน (EBM) เพื่อการหลอมละลาย นอกจากนี้ผลการแยกชั้นระหว่างกระบวนการแข็งตัวและกรรมวิธีทางความร้อนที่ตามมา อาจนำไปสู่การกระจายตัวของคาร์ไบด์ที่ไม่เป็นเนื้อเดียวกัน ซึ่งอาจนำไปสู่คุณสมบัติการสึกหรอที่แย่ลงและควรได้รับการป้องกัน

สิ่งนี้ทำให้ยากในการใช้เกรดดังกล่าวโดยเฉพาะอย่างยิ่งกับวิธีการผลิตแบบเติมวัสดุแบบเลเซอร์ และยากที่จะทำงานได้ ซึ่งเกรดดังกล่าวจำเป็นต้องทำให้ร้อนด้วยอุณหภูมิค่อนข้างสูง ที่อาจเป็นปัญหาสำหรับการผลิตแบบเติมวัสดุที่เครื่องผลิตแบบเติมวัสดุวิธีเลเซอร์ผงวัสดุ (Laser powder bed) ซึ่งพบได้มากที่สุด อย่างไรก็ตาม การใช้ กระบวนการลำแสงอิเล็กตรอน (EBM) เพื่อหลอมละลายโลหะของ GE Additive Arcam ให้ความเป็นไปได้ใหม่ ๆ สำหรับการผลิตแบบเติมวัสดุของเหล็กกล้าเครื่องมืองานเย็น

(ที่มา: Uddeholm)
EBM เป็นกระบวนการผลิตแบบเติมวัสดุแบบร้อนที่สามารถใช้ลำแสงอิเล็กตรอนได้ทั้งคู่ สำหรับการทำความร้อนหากไม่โฟกัสและเพื่อการหลอมละลายถ้าโฟกัส สิ่งนี้ให้ความเป็นไปได้ในการควบคุมและรักษาอุณหภูมิระหว่างกระบวนการในระดับหนึ่ง เพื่อป้องกันการแตกร้าว
นอกจากนี้ EBM เป็นกระบวนการสูญญากาศและให้การป้องกันวัสดุและผงจากการปนเปื้อน การควบคุมกระบวนการที่แม่นยำรับประกันเคมีที่แน่นของโลหะผสมที่ต้องการให้อยู่ภายในสเปค อัตราการแข็งตัวที่สูงระหว่างการละลายนำไปสู่โครงสร้างจุลภาคที่ละเอียดและเป็นเนื้อเดียวกัน ซึ่งจำเป็นทั้งการก่อตัวของคาร์ไบด์และการกระจายตัว
- โซลูชันแบบจัดเต็มสำหรับอุตสาหกรรมแม่พิมพ์ Die & Mould
- แม่พิมพ์โมดูลาร์สำหรับเข็มฉีดยาน้ำหนักเบา
- ผู้ผลิตเครื่องมือและแม่พิมพ์เยอรมันต้องโปรเรื่องบริหารการเงิน!
- Metal additives – สารเติมแต่งโลหะสำหรับตลาดพลาสติกวิศวกรรมที่กำลังเติบโต
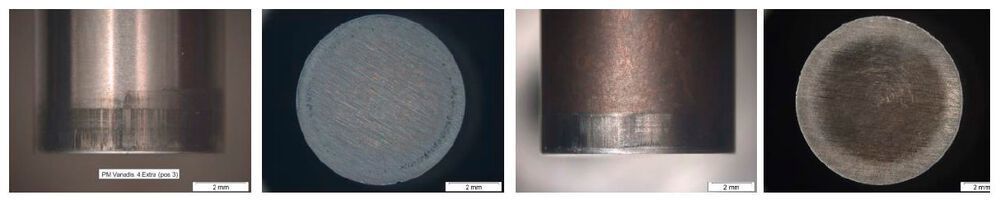
เพื่อปลดล็อคศักยภาพของ EBM สำหรับเหล็กกล้าเครื่องมืองานเย็น Uddeholm และ GE Additive ได้พัฒนาวัสดุผงพิเศษ Uddeholm Vanadis 4 สำหรับ EBM ซึ่ง Uddeholm Vanadis 4 Extra Superclean เป็นเหล็กกล้าผสมโครเมียม-โมลิบดีนัม-วานาเดียม แต่เดิมได้รับการพัฒนาเป็นเกรด PM ได้ถูกเปลี่ยนแปลงและปรับให้เข้ากับกระบวนการ EBM คุณสมบัติวัสดุที่ยอดเยี่ยมของเวอร์ชัน PM ได้รับการรักษาไว้และนำไปสู่ความต้านทานการสึกหรอที่ยอดเยี่ยมและความเหนียวที่ดี เหนือกว่าเหล็กกล้าเครื่องมืองานเย็นดั้งเดิมอย่าง D2 โดยการใช้เงื่อนไขที่ถูกต้องระหว่างกรรมวิธีทางความร้อนที่ตามมา เป็นไปได้ที่จะบรรลุซึ่งโครงสร้างจุลภาคชุบแข็งที่มีการกระจายที่ละเอียดของวานาเดียมคาร์ไบด์ ซึ่งให้คุณสมบัติการสึกหรอที่ยอดเยี่ยมพร้อมความเหนียวที่ดี ความแข็งของ Uddeholm Vanadis 4 Extra ถึง 64 HRC พร้อมความแข็งแรงทางแรงกดที่ 2700 MPa และความเหนียมที่ 20J วัสดุที่ดำเนินการโดย EBM processed ได้รับการทดสอบเช่นกันทั้งการดำเนินงานการเจาะและลายนูนที่ซึ่งคุณสมบัติการสึกหรอของเครื่องมือและคุณภาพของชิ้นส่วนที่ผลิตเหมือนกันมากกับ Vanadis 4 Extra เกรด PM
จากมุมมองทางเทคนิค เครื่องมืองานเย็นที่ผลิตด้วยวิธีเติมวัสดุปฏิบัติการได้อย่างน้อยดีเท่ากับเครื่องมือที่ผลิตแบบดั้งเดิมหรือไม่? อะไรคือประโยชน์? เนื่องด้วยไม่จำเป็นต้องมีการระบายความร้อนสำหรับเครื่องมืองานเย็น จะไม่ได้รับประโยชน์จากความเป็นไปได้ในการสร้างการออกแบบที่ซับซ้อนและช่องการหล่อเย็นที่มากขึ้นหรือไม่ ดังนั้นประโยชน์มาจากที่อื่น
เครื่องมือบางอย่างมีการออกแบบที่จำเป็นต้องตัดเฉือนอย่างมาก ซึ่งมากถึง 75% ของวัสดุต้องถูกขจัดออก สำหรับชิ้นส่วนเหล่านี้ที่ใช้การผลิตแบบเติมวัสดุ สามารถที่จะประหยัดได้ทั้งเวลา ต้นทุนและพลังงาน

เนื่องด้วยโดยปกติชุดวัสดุจากโรงถลุงเหล็กค่อนข้างใหญ่และเครื่องมืองานเย็นหลายอย่างค่อนข้างเล็ก การหามาได้ซึ่งเกรดวัสดุที่เหมาะสม ขนาดที่เหมาะสม ในเวลาที่เหมาะสมอาจเป็นเรื่องยากและเพื่อการนั้น การผลิตแบบเติมวัสดุสามารถเป็นส่วนเติมเต็มที่ดีสำหรับการผลิตเครื่องมือแบบดั้งเดิมได้หรือไม่? เมื่อการหามาได้ซึ่งวัตถุดิบเป็นปัญหา
แทนที่จะใช้เวลากับการแสวงหาวัสดุที่ถูกต้อง การผูกมัดทุนและกระแสเงินสดที่เสียหาย เครื่องมือเหล่านี้สามารถที่จะพิมพ์ด้วยคุณสมบัติเดียวกับเครื่องมือแบบดั้งเดิม ดังนั้นมีแอปพลิเคชันงานเย็นอย่างแน่นอนที่การผลิตแบบเติมวัสดุจะเป็นตัวเลือกที่น่าสนใจและสามารถที่จะเป็นโซลูชันที่แข่งขันได้ ทั้งจากมุมมองของเทคโนโลยีและการเงิน
อ้างอิง: https://www.etmm-online.com
About The Author
You may also like
-
‘Vapor Smoothing’ เทคนิคการทำหลังกระบวนการที่ทำให้ TPU กันน้ำและยืดหยุ่นเป็นพิเศษ
-
Trumpf ร่วมมือกับสตาร์ทอัพด้านอวกาศ เพื่อภารกิจอวกาศที่เป็นมิตรต่อสิ่งแวดล้อม
-
Quickparts แนะนำทางเลือกที่ยืดหยุ่นในการรอสินค้า สำหรับการพิมพ์ 3 มิติ
-
Stratasys เพิ่ม 6 วัสดุการพิมพ์ 3 มิติใหม่เพื่อตอบโจทย์การใช้งานที่หลากหลาย
-
Stratasys และ Encee GmbH ร่วมกันขยายโซลูชันการพิมพ์ 3 มิติสู่ภาคส่วนการแพทย์