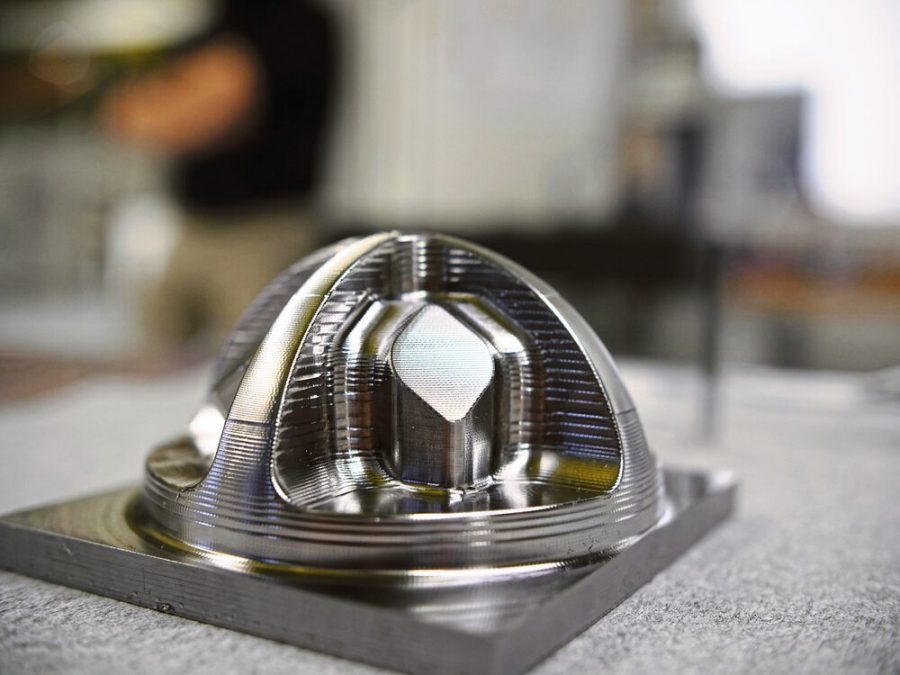
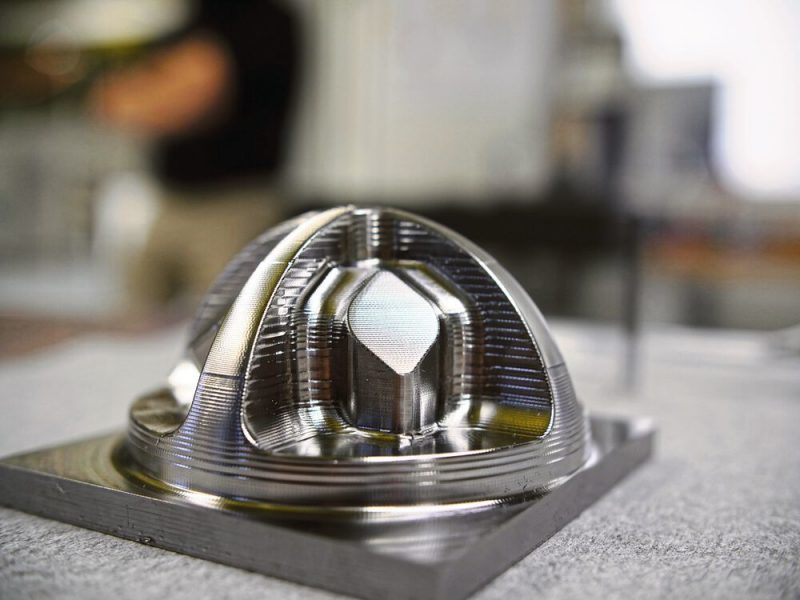
Union Tool ผู้เชี่ยวชาญด้าน Cutting tool จากญี่ปุ่นพ่วงตำแหน่งผู้นำในด้านงานกัดหนัก หรือ hard milling นำวิธีที่ดีที่สุดในการกัด solid block เหล็ก 1.2344 ค่าความแข็ง 54HRC หนา 100 มม. จากแต่ละด้านมานำเสนอ


วิธีการคลาสสิกของการขึ้นรูปวัสดุแข็ง (hard materials) หรืองานกัดหนัก (hard milling) เป็นทางเลือกแทนการเจียรและการขึ้นรูปด้วยไฟฟ้า (หรือ Electical Discharge Machining – EDM) ทั้งนี้ วัสดุแข็งแบ่งออกเป็นสองประเภท อย่างแรกคือ วัสดุอ่อนนุ่มที่ผ่านการทำให้แข็งด้วยวิธีการทางความร้อนหรือเคมี (thermo-chemical) และอย่างที่สองก็คือ วัสดุที่มีความแข็งตามธรรมชาติ เช่น คาร์ไบด์ เซรามิก แร่ธาตุและวัสดุซินเทอร์อีกหลายชนิด วัสดุที่มีความแข็งระหว่าง 35 ถึง 70 HRC ถูกจัดเป็นวัสดุแข็ง สำหรับเหล็กกล้า ต้องมีปริมาณคาร์บอนต่ำสุดที่ 0.4% จึงจะชุบแข็งได้หลังจากอุณหภูมิลดลง

Union Tool ซึ่งมีสำนักงานใหญ่ในประเทศญี่ปุ่นมีบริษัท Union Tool Europe ตั้งอยู่ในสวิตเซอร์แลนด์ใกล้กับ Neuchâtel ซึ่งอยู่ไม่ไกลจาก Borotec ที่ตั้งของ European technical centre ของผู้ผลิตญี่ปุ่น (ชิ้นงานสาธิตที่อธิบายไว้ในบทความนี้ถูกขึ้นรูปที่นี่) ในงานกัด solid block ของเหล็ก 1.2344 (X40CrMoV5-1) ที่มีอุณหภูมิ 54HRC ถึง 100 มม. จากแต่ละด้าน ก่อนที่จะให้รายละเอียดเกี่ยวกับกระบวนการขึ้นรูปและเครื่องมือที่ใช้ เรามาทำความรู้จัก trochoidal milling หรือ การกัดงานด้วยเทคนิค Trochoidal กัน


การเกิดขึ้นของดอกกัดโซลิดคาร์ไบด์ (solid carbide end mills) ได้เปิดช่องทางมากมายสู่ HPC / HPSC (หรือ high performance cutting / high-speed performance cutting) การตัดประสิทธิภาพสูง / การตัดความเร็วสูง ในกลยุทธ์การขึ้นรูปงาน (machining) ที่เกี่ยวข้องกับเครื่องมือตัดที่มีเทคโนโลยีสูง ดอกกัดเอ็นมิลล์นั้นจะสึกเฉพาะส่วนใดส่วนหนึ่งของเครื่องมือ ตามปกติคือที่บริเวณส่วนปลายและพื้นที่ราว 30% แรกของเครื่องมือ
ในกรณีเช่นนี้ดอกกัดโซลิดคาร์ไบด์ในกระบวนการกัดหยาบจึงไม่น่าสนใจ ตัวเลือกที่ดีกว่าจึงเป็นเม็ดมีด อย่างไรก็ตาม ภายใต้สภาวะที่ดีที่สุด ดอกกัดโซลิดคาร์ไบด์มีประสิทธิภาพเหนือกว่าคู่แข่งอย่างเม็ดมีดในเรื่องของความลึกในการกัด แรงตัด (cutting forces) ความเสถียร ผิวสำเร็จและจุดสีที่ไม่พึงประสงค์หรือ noise
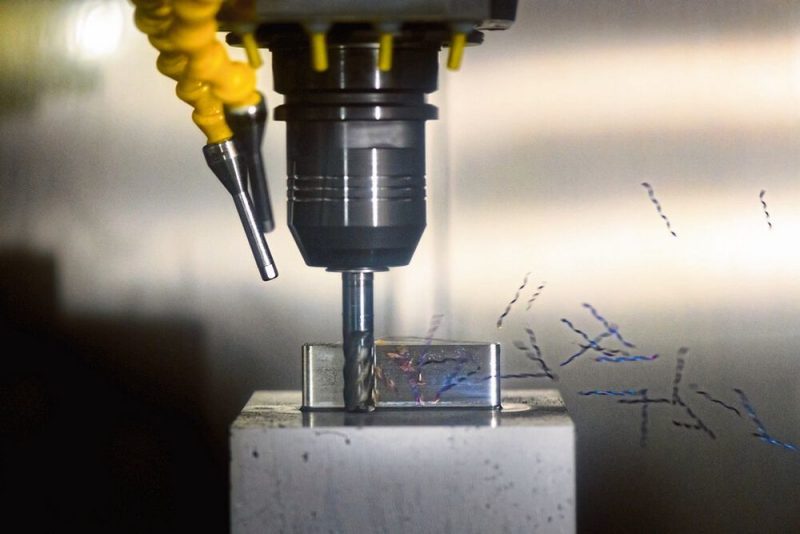
การกัดแบบ Trochoidal ช่วยให้สามารถใช้ความยาวตัด (cutting length) ของดอกกัดโซลิดคาร์ไบด์ได้แบบเต็มที่ ในขณะที่ลดแรงตัดและช่วยยืดอายุการใช้งานของ tool หรือที่เรียกกันว่า vortex milling การกัดแบบ Trochoidal ยังสามารถกำหนดให้เป็น circular interpolation ด้วยการเคลื่อนที่ไปข้างหน้าพร้อมกัน (เรียกว่า path) ดอกกัดเอ็นมิลจะตัดแถบของวัสดุต่อเนื่องไปตามเส้นทางวิถีเกลียวตามแนวเส้นตรงหรือโปรไฟล์
At EMO, Union Tool will be in Hall 4, Booth G74.
อ้างอิง:
https://www.etmm-online.com/hard-milling-at-its-best-complex-and-economical-a-854820/
About The Author
You may also like
-
ระบบคอลเล็ต PG เพิ่มความปลอดภัยในการตัดเฉือนที่แม่นยำ มั่นใจมีดตัดนิ่ง ไม่มีหลุด
-
Seco ยืดอายุการใช้งานเครื่องมือได้ถึง 20 เท่า!! สำหรับตัดวัสดุเหล็กหล่อของ Scania
-
Mega 12DS หัวจับเครื่องมือ เพื่อการกัดแบบโทรคอยด์ประสิทธิภาพสูง
-
ยิ่งเล็กยิ่งต้องใส่ใจ กับหัวกัดรักษ์โลก by Tungaloy
-
Mikron Tool เปิดตัวดอกสว่านเพื่องานเจาะไทเทเนียมโดยเฉพาะ