
เหล็กหล่อ (Cast Iron) เป็นวัสดุทั่วไปสำหรับการตัดเฉือน หรือ การขึ้นรูปชิ้นงาน-ชิ้นส่วนในอุตสาหกรรมต่าง ๆ ซึ่งมีวัสดุแยกย่อยไปอีกมากมายหลายประเภทเกินกว่าจะสาธยายได้หมด ในการเลือกใช้งานเหล็กหล่อและเครื่องมือที่เหมาะสมที่สุดในการตัดเฉือนเหล็กหล่อนั้นจึงต้องมีการศึกษาในรายละเอียดอย่าง ‘ผู้รู้จริง’


การตัดเฉือนเหล็กหล่อโดยทั่วไปนั้นมักไม่เกิดปัญหา เหตุผลข้อหนึ่งเป็นเพราะปริมาณเนื้อกราไฟต์ในเหล็กหล่อมีสูงกว่าเหล็กกล้า (steel) กราไฟต์ทำให้เศษที่เกิดขึ้นจากการตัดเฉือนชิ้นงานมีความเปราะและหดสั้น และยังมีคุณสมบัติต้านแรงเสียดทานที่ทำให้เกิดการหล่อลื่นในคมตัด และด้วยความสามารถในการดูดซับการสั่นสะเทือน กราไฟต์ยังช่วยให้เสถียรภาพของการขึ้นรูปดีขึ้น แต่แม้จะมีข้อดีมากมายเหล่านี้ ในโลกของวัสดุทรงคุณอย่างเหล็กหล่อก็ยังต้องการการศึกษาในรายละเอียดปลีกย่อยอีกมากมายนัก ดังที่กล่าวต่อไปในบทความนี้
*Cast iron คือ เหล็กหล่อ เป็นโลหะผสมของเหล็ก ซิลิคอน และคาร์บอน มีความเข้มข้นของคาร์บอนอยู่ระหว่าง 3-4% โดยน้ำหนัก ซึ่งส่วนใหญ่ปรากฏอยู่ในรูปของแข็งไม่ละลาย (เช่น Graphite flakes หรือ nodules) เหล็กหล่อสองชนิดหลักๆ ได้แก่เหล็กหล่อเทา (grey cast iron) และเหล็กหล่อเหนียว (nodular (ductile) cast iron) ความต้านทานการกัดกร่อนของเหล็กหล่อใกล้เคียงกับเหล็กกล้า หรือบางครั้งอาจจะดีกว่า ในการเพิ่มความต้านทานการกัดกร่อนให้กับเหล็กหล่อนั้น สามารถผสมด้วยซิลิคอน 13-16% โดยน้ำหนักหรือนิกเกิล(Ni-resist) 15-35% โดยน้ำหนัก
ชัดเจนจากชื่อว่า ‘เหล็กหล่อ’ นั้นมีไว้สำหรับการหล่อ อย่างไรก็ตาม การตัดเฉือน – ขึ้นรูปชิ้นส่วนเหล็กหล่อนั้นทำให้มีการกำจัด stock ที่กระจายไม่สม่ำเสมอและอาจผันแปรหรือเปลี่ยนรูปได้ ตัวอย่างเช่น สารฝังใน (inclusions) ของสิ่งมลทินที่อยู่ในเนื้อโลหะ (เช่น slag inclusions และ sand inclusions), ผิวหล่อ (casting skin), โพรงแก๊ส (blowholes), การแตกร้าวขณะร้อน (Hot Tearing) และข้อบกพร่องอื่นๆ ในการหล่อ ซึ่งมีผลต่อเครื่องมือตัด นอกจากนี้ เนื้อของกราไฟท์ที่มีมากกว่าก็มีข้อเสียอยู่เช่นกัน คือทำให้เกิดการสึกหรอแบบขัดสี (abrasion wear) เร็วขึ้น ซึ่งหมายความว่า เครื่องมือตัดจะต้องมีความต้านทานการสึกหรอที่ดีเพื่อให้ได้ผลผลิตสูง นอกจากนี้ยังเป็นที่น่าสังเกตว่า คำว่า“ เหล็กหล่อ” ในความเป็นจริง อาจหมายถึงโลหะผสมประเภทต่าง ๆ ซึ่งความสามารถในการแปรรูปแตกต่างกันอย่างมีนัยสำคัญและมักถูกมองข้าม ซึ่งอาจนำไปสู่การเลือกใช้เครื่องมือตัดที่ผิดพลาดและข้อมูลการตัด (cutting data) ที่ไม่ถูกต้อง


เหล็กหล่อมีอยู่หลายประเภท เช่น เหล็กหล่อสีเทาหรือสีดำ (Gray Cast Iron),เหล็กหล่อกราไฟต์กลม (Spheroidal Graphite Cast) หรือเรียกว่า Nodular Cast Iron, เหล็กหล่ออบเหนียว (malleable Cast Irons) หรือเหล็กหล่อเหนียว (GT) ทำให้เกิดกลุ่มแอพลิเคชัน K (สีประจำตัวสีแดง) ตามการจำแนกประเภทมาตรฐาน ISO 513 เหล็กหล่อแข็ง ในกลุ่ม Hardened and chilled cast iron อยู่ในกลุ่ม H (มีสีประจำตัวสีเทา) ด้วยข้อกำหนดเหล่านี้นำเสนอแนวทางที่ชัดเจนสำหรับผู้ผลิตเกี่ยวกับการใช้งานเครื่องมือตัดแบบต่างๆ ทั้งในเรื่องของการเลือกวัสดุสำหรับเครื่องมือที่ถูกต้อง รูปทรงการตัด และการเลือกข้อมูลการตัดที่ถูกต้องด้วย

Machinability duality
โดยปกติการตัดเหล็กหล่อ ISO K นั้นไม่ใช่ปัญหาสำหรับผู้ผลิต ยกตัวอย่างเช่ นเหล็กหล่อเทาเฟอริติก (Ferritic grey cast iron – มีอัตราการเย็นตัวช้า มีความแข็งแรงต่ำ มีโครงสร้างพื้นฐานเป็น Ferrite) เป็นวัสดุที่ง่ายต่อการตัด อย่างไรก็ตาม การตัดเหล็กหล่อในกลุ่ม ISO H นั้นทำได้ยากกว่า แม้จะมีเงื่อนไขใกล้เคียงกันในการขึ้นรูปเหล็กแข็ง หรือ hard steels แต่ด้วยคุณสมบัติเฉพาะของวัสดุนั้นต้องการโซลูชันที่เหมาะสมจากผู้ผลิตเครื่องมือตัด นอกจากนี้เหล็กหล่อบางประเภทยังแสดงคุณสมบัติในเชิง duality ในการแปรรูป ตอกย้ำความกว้างขวางและความหลากหลายของคำนิยามคำว่า “เหล็กหล่อ” หรือ “cast iron”
ยกตัวอย่างเช่น คุณสมบัติในการแปรรูป (machinability) ของเหล็กหล่อ Ni-resist (เป็นเหล็กหล่อที่มีธาตุผสมที่สำคัญคือ นิเกิล โดยมีโครเมียม และโมลิบดีนั่มเป็นธาตุผสมร่วม) สามารถนำมาเปรียบเทียบกับเหล็กหล่อเทาได้ อย่างไรก็ตาม หากคำนึงถึงรูปทรงการตัดที่ต้องการนั้น เหล็กกล้าไร้สนิมกลุ่มออสเตนนิติก (Austenitic Stainless Steel) มีความเหมาะสมกว่า ทั้งนี้ ชิ้นงานจาก austenitic ironile iron (ADI) ให้คุณสมบัติของวัสดุและระดับความแข็งที่แตกต่างกัน ซึ่งมีผลต่อการเลือกเครื่องมือตัดที่เหมาะสม ความสามารถในการแปรรูปของ ADI ก่อนการชุบแข็งมีความแข็งพอ ใกล้เคียงกับการตัดเหล็กกล้าผสมสูง (high-alloy steel) อย่างไรก็ตาม หากเหล็กหล่อชนิดนี้ถูกตัดเฉือนในสภาพที่มีความแข็งสูง คงมีแต่เครื่องมือเฉพาะสำหรับกลุ่มแอพพลิเคชัน ISO H เท่านั้นที่จะตอบสนองความต้องการของลูกค้าได้
ทั้งนี้ ในสถานการณ์ของเหล็กหล่อที่มีความแข็งสูงในกลุ่ม ISO H นั้นเป็นสิ่งที่ท้าทาย ทั้งนี้ การตัดเฉือนเหล็กหล่อด้วยความแข็ง HB 400 … 440 มักพบปัญหาน้อยกว่าสำหรับผู้ผลิต แต่สถานการณ์นี้จะเปลี่ยนไปอย่างสิ้นเชิงเมื่อต้องเผชิญกับการตัดเฉือนเหล็กหล่อโครเมี่ยมสูงทนแรงเสียดสี (hard abrasion-resistant high-chrome cast iron) ซึ่งความแข็งทั่วไปอาจอยู่ที่ HRC 52 … 54 แต่ในพื้นที่ที่มีผนังบาง (thin-wall areas) ของชิ้นส่วนที่ผ่านการตัดเฉือน ความแข็งในส่วนนี้อาจสูงถึงระดับ HRC 60 หรือมากกว่า บวกกับเนื้อโครเมี่ยมสูงก็ยิ่งทำให้การตัดทำได้ยากมากและยังทำให้อายุการใช้งานของ tool ลดลงอย่างมาก
ดังนั้น การเลือกเครื่องมือตัดที่เหมาะสมที่สุดสำหรับการตัดเหล็กหล่อจึงควรพิจารณาศึกษาอย่างละเอียด ทั้งในเรื่องชนิดของเหล็กหล่อและความแข็ง ผู้เชี่ยวชาญแอพพลิเคชั่นเครื่องมือตัดที่มีส่วนเกี่ยวข้องในการเลือกเครื่องมือที่เหมาะสมจึงต้องมีความแม่นยำเต็มร้อยเมื่อต้องระบุคุณสมบัติของเหล็กหล่อที่ต้องนำไปขึ้นรูป ในทางกลับกัน ผู้ผลิตเครื่องมือตัดต่างก็พยายามค้นหาวิธีการที่มีประสิทธิภาพที่สุดสำหรับการตัดเหล็กหล่อ โดยคำนึงถึงความหลากหลายในโลกของเหล็กหล่อ ในกลุ่มผู้บริโภคหลักของเหล็กหล่อ ได้แก่ อุตสาหกรรมยานยนต์ แม่พิมพ์และแม่พิมพ์โลหะ เครื่องมือกล และอุตสาหกรรมหนักทั้งหลาย ทั้งหมดนี้ต่างก็ต้องการผลิตภัณฑ์ที่มีประสิทธิภาพมากขึ้นจากพันธมิตรด้านเครื่องมือตัดของตน
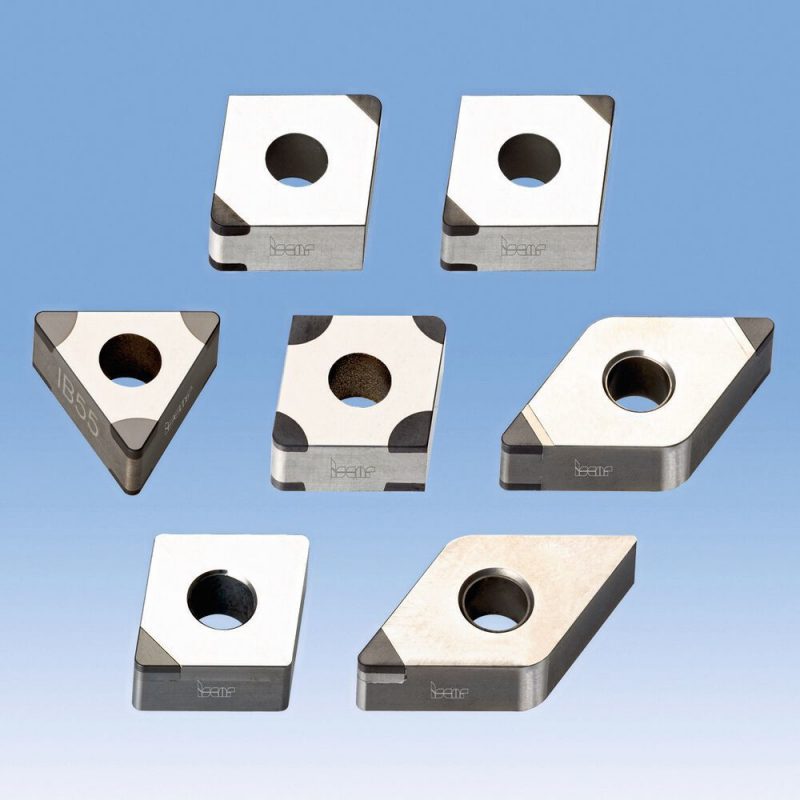
เครื่องมือสำหรับการตัดเหล็กหล่อส่วนใหญ่ในกลุ่มผลิตภัณฑ์ของ Iscar จึงได้รับการออกแบบและใช้วัสดุที่หลากหลายเพื่อออกสู่ตลาดโดยมีเป้าหมายชัดเจนสำหรับการตัดเฉือนวัสดุยอดนิยมในกลุ่มนี้ การออกแบบเครื่องมือเหล่านี้คือสิ่งบ่งบอกถึงตรรกะของผู้สร้างสรรค์ ซึ่งมีวัตถุประสงค์เพื่อค้นหาคำตอบที่เหมาะสมกับความต้องการของลูกค้า
ต้องมีหลักการหรือตรรกะใดบ้างนั้น
โปรดติดตามอ่านตอนต่อไป…
บทความที่เกี่ยวข้อง:
Tech Focus | การขึ้นรูปเหล็กหล่อด้วย Logiq (2)
About The Author
You may also like
-
SuperSource : VEGAPULS 6X เซนเซอร์วัดระดับแบบต่อเนื่องด้วยเทคโนโลยีเรดาห์แบบพรีเมียม
-
แถลงจัดงาน THECA 2024 ผลักดันประเทศไทยสู่ฐานผลิต PCB ระดับโลก
-
อินฟอร์มาฯ – ก.พลังงาน ร่วมภาคีเครือข่ายด้านพลังงาน พร้อมจัดงาน ASEAN Sustainable Energy Week 2024
-
อินเตอร์แมค – ซับคอนไทยแลนด์ 2024 เปิดแล้ว ใหญ่จริง จัดเต็ม เทคโนโลยี นวัตกรรม สัมมนาเปิดทางรอดอุตสาหกรรมไทย
-
SuperSource : 3 เหตุผล ทำไมโรงงานต้องวัดค่าความตึงสายพานทุกครั้งก่อนใช้จริง | TT GROUP