


เครื่องมือตัดเป็นส่วนที่สำคัญที่สุดของการผลิตเครื่องมือและแม่พิมพ์ เนื่องจากข้อกำหนดด้านประสิทธิภาพและคุณภาพในอุตสาหกรรมนี้ที่สูงขึ้นเรื่อยๆ ทำให้ซัพพลายเออร์ต้องการเครื่องมือที่มีประสิทธิภาพสูงขึ้นตามไปด้วย เพื่อให้เหมาะกับการใช้งานของลูกค้าที่มีความหลากหลาย
ความไวและรอบเวลาในการผลิตที่รวดเร็วมีความสำคัญมากในการผลิตเครื่องมือและแม่พิมพ์ เครื่องมือตัดและเครื่องมือกัดที่ทันสมัยสามารถเป็นตัวเร่งเวลาในการผลิตได้เป็นอย่างดี และสามารถแทนที่กระบวนการผลิตทั้งหมดได้อย่างสมบูรณ์แบบ แต่ความแม่นยำและคุณภาพพื้นผิวก็มีความสำคัญเช่นกัน โดยเฉพาะเมื่อต้องตัดรูปทรงที่มีช่องแคบและลึก ดังนั้นเครื่องมือตัดที่มีประสิทธิภาพสูงจึงมีความสำคัญสำหรับงานอันท้าทายนี้


วัสดุที่มีความแข็งเป็นพิเศษเท่านั้นที่สามารถขึ้นรูปเครื่องมือและแม่พิมพ์ได้ ในกระบวนการผลิตทำให้ต้องใช้เครื่องมือตัดที่มีความแข็งแรงและมีรูปแบบเฉพาะเท่านั้น บริษัทที่ผลิตเครื่องมือและแม่พิมพ์ต้องการเครื่องมือคุณภาพสูงเพื่อให้มั่นใจว่า สามารถทำงานได้อย่างสมบูรณ์แบบ ดังนั้นเครื่องมือตัดจะต้องที่มีระดับความแม่นยำสูงสุด อายุการใช้งานที่ยาวนาน ติดตั้งง่าย และต้องคุ้มค่ากับต้นทุน เพราะการทำแม่พิมพ์สมัยใหม่ทุกวันนี้อยู่ภายใต้แรงกดดัน เพราะความต้องการด้านประสิทธิภาพที่เพิ่มสูงขึ้น ความก้าวหน้าอย่างต่อเนื่องของระบบอัตโนมัติจึงช่วยตอบสนองความต้องการในคุณสมบัติเหล่านี้ได้ ไม่แปลกที่เครื่องมือตัดที่ทำงานแบบอัตโนมัติต้องพัฒนาประสิทธิภาพให้ทัดเทียมความต้องการของลูกค้าทั้งในเรื่องของความเร็ว ความเสถียร ความยืดหยุ่น และน่าความเชื่อถือในกระบวนการผลิต
ผู้ผลิตที่ต้องการเพิ่มประสิทธิภาพให้กับการผลิตที่มีความคุ้มค่ากับต้นทุน ควรใส่ใจกับศักยภาพการผลิตของกระบวนการโดยรวม
การเร่งความเร็วตัดมีผลโดยตรงต่อเวลาในการตัดเฉือน
ผู้ผลิตเครื่องมือ LMT Tool กล่าวว่า ด้วยกระบวนการนี้สามารถประหยัดต้นทุนได้มาก เครื่องมือตัดประสิทธิภาพสูงที่การันตีอัตราการตัดเฉือนเนื้อโลหะสูง (High metal removal rates) และมีความเสถียรของกระบวนการสูงสุด จึงเป็นเครื่องมือที่คุ้มค่าที่สุด ด้วยเครื่อง Multiedge T90 PRO8 โซลูชันที่มีประสิทธิภาพสำหรับการกัดบ่าฉาก – shoulder milling operations

การกัดที่มีประสิทธิภาพ
Multiedge T90 PRO8 เป็นระบบการกัดเม็ดมีดแบบสัมผัส (Tangential) ที่มีคมตัดรวม 8 คมตัดต่อเม็ดมีด สามารถตัดได้อย่างมีประสิทธิภาพ ประกอบด้วยวัสดุตัด รูปทรง และการเคลือบที่ได้รับการดัดแปลงเป็นพิเศษสำหรับการตัดเฉือนเหล็กกล้า (ISO-P) เหล็กหล่อ (ISO-K) และสเตนเลสสตีล (ISO-M) และได้รับการออกแบบมาสำหรับการกัดหยาบและการเก็บผิวกึ่งละเอียด ตำแหน่งการติดตั้งในแนวสัมผัสของเม็ดมีดทำให้ได้อัตราส่วนพื้นที่สัมผัสและแรงจับยึดที่เหมาะสมโดยการันตีความเสถียรภาพสูงสุด สามารถมั่นใจได้ในกระบวนการแม้อัตราการตัดเฉือนเนื้อโลหะที่สูง อัตราส่วนของเส้นผ่านศูนย์กลางของเครื่องมือต่อจำนวนฟันรวมกับอัตราป้อนสูง ทำให้อัตราการตัดเฉือนเนื้อโลหะสูงเหล่านี้ ส่งผลให้รอบเวลาทำงานสั้นลง ซึ่งช่วยลดต้นทุนกระบวนการทั้งหมดหรือต้นทุนต่อชิ้นส่วนได้มาก จำนวนคมตัดต่อเม็ดมีดจำนวนมากยังส่งผลต่อประสิทธิภาพของระบบกัด ระบบประกอบด้วยตัวรองรับ (carrier bodies )ในช่วง 50 ถึง 160 มม. และเม็ดมีดแบบกดโดยตรงที่ (directly pressed inserts) มีระยะกินลึกสูงสุด 10 มม. กระบวนการกด หรือ The press-to-size process เพื่อปรับขนาดช่วยลดความจำเป็นในการเจียรระหว่างการผลิต จึงช่วยลดการทำงานซ้ำแบบแมนนวลให้เหลือน้อยที่สุด
การลดรอบเวลาส่งผลกระทบโดยตรงต่อผลผลิตและการทำกำไรของบริษัท ขณะนี้ผู้จำหน่าย CAM กำลังพัฒนารอบสำหรับหัวกัดเซกเมนต์ทรงกลม (circle segment milling cutters) – Walter ได้เปิดตัวดอกกัด MD838 Supreme และ MD839 Supreme รุ่นใหม่ ซึ่งช่วยลดรอบเวลาการทำงานได้ถึง 90% ในการตัดเฉือนผิวละเอียด หัวกัดเซกเมนต์ทรงกลมรุ่นใหม่ สามารถลดรอบเวลาการทำงานโดยเพิ่มเส้นทางเดินทูล หรือ tool step-over ได้อย่างมาก เมื่อเปรียบเทียบกับดอกกัดบอลโน๊สจะลดระดับลงที่อัตรา 0.1 มม. ถึง 0.2 มม. เมื่อนำไปใช้กับการกัดโปรไฟล์ หัวกัดเซ็กเมนต์ทรงกลมสามารถทำอัตรา step-down ที่ 2 มม. หรือมากกว่านั้น ขึ้นอยู่กับการเลือกเส้นผ่านศูนย์กลางของเครื่องมือและรัศมีขอบข้างเครื่องมือ โซลูชันนี้ช่วยลดการเคลื่อนที่ของเส้นทางเดินทูลเพื่อลดรอบเวลา ทั้ง MD838 Supreme และ MD839 Supreme ซีรีย์ใหม่นี้ สามารถใช้งานร่วมกับความยาวร่องฟัน (flute length) ได้ทั้งหมด ด้วยอัตราการตัดเฉือนวัสดุที่ไวขึ้น ทั้งการตกแต่งพื้นผิว และยืดอายุการใช้งานของเครื่องมือ
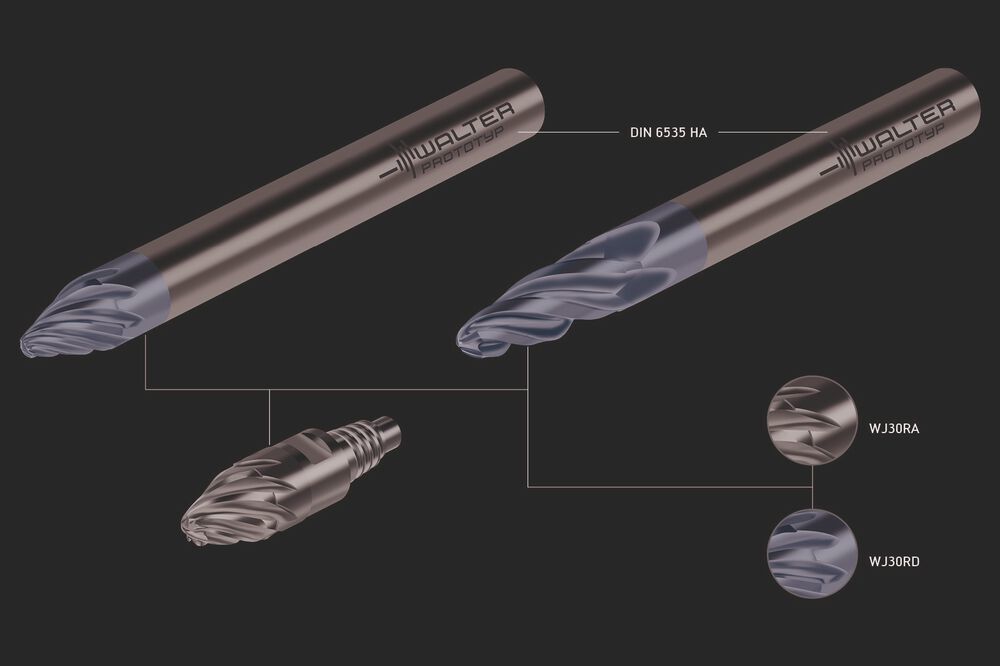
หัวกัดแบบเซกเมนต์ทรงกลมใหม่ทั้งสองแบบนี้มีจำหน่ายในเกรด WJ30RD สำหรับการกลึงเหล็กกล้าและวัสดุเหล็กหล่อ เครื่องมือนี้ยังมาพร้อมกับเกรด WJ30RA ของ Walter สำหรับการกลึงเหล็กกล้า ไทเทเนียม และวัสดุเกรดโลหะผสมที่ทนความร้อนสูง ด้วยรูปทรงที่พัฒนาขึ้นเป็นพิเศษนี้ ทำให้หัวกัดทั้งสองรุ่นจึงเหมาะอย่างยิ่งสำหรับการตัดเฉือนผิวกึ่งละเอียดและการเก็บผิวละเอียดของส่วนประกอบที่มีผนังสูงชัน ช่องลึก พื้นผิวปริซึม และ transition radi การใช้งานและวัสดุเหล่านี้นี้ทำให้ MD838 Supreme และ MD839 Supreme เหมาะอย่างยิ่งสำหรับการกัดผิวละเอียดอย่างมีประสิทธิผลในกลุ่มผู้ผลิตแม่พิมพ์โลหะและแม่พิมพ์พลาสติก
วัสดุที่ตัดเฉือนได้ยาก
อาทิเช่น เหล็กกล้าไร้สนิมและซุปเปอร์อัลลอยด์ จะถูกใช้ในการผลิตแม่พิมพ์และงานที่ท้าทายเป็นพิเศษ – ผู้ผลิตเครื่องมือ Dormer Pramet ได้มีการเปิดตัวผลิตภัณฑ์ใหม่ๆ สำหรับการตัดเฉือนงานเหล่านี้ เช่นดอกเอ็นมิลโซลิดคาร์ไบด์แบบ 5 ฟันรุ่นใหม่ออกแบบมาสำหรับการกัดแบบไดนามิกในการตัดเฉือนงานทั่วไป รวมทั้งการใช้งานแม่พิมพ์พลาสติกและแม่พิมพ์ โลหะ
กลุ่มผลิตภัณฑ์ดอกเอ็นมิลโซลิดคาร์ไบด์ S7 ของ Dormer Pramet ครอบคลุมการใช้งานที่หลากหลายในเหล็กกล้า เหล็กหล่อ และวัสดุที่ตัดเฉือนได้ยาก รวมถึงสเตนเลสสตีลและซูเปอร์อัลลอย รุ่นล่าสุดที่เข้ามามี S770HB, S771HB, S772HB และ S773HB ด้วยอัตราการป้อนสูงขึ้นถึง 25% เมื่อเทียบกับหัวกัดแบบ 4 ฟัน ทุกรุ่นมีมุมคายที่เป็นบวก สำหรับการตัดที่ลื่นไหลไม่มีสะดุดและเพื่อลดความเสี่ยงในงานชุบแข็ง การเคลือบอลูมิเนียมโครเมียมไนไตรด์ (AlCrN) ให้ความเสถียรทางความร้อน ลดแรงเสียดทาน ต้านทานการสึกหรอดีเยี่ยม และความทนทานยาวนาน ในขณะที่รัศมีมุมขนาดเล็กและการออกแบบคมตัดให้มีประสิทธิภาพการทำงานและอายุการใช้งานเครื่องมือยาวนานขึ้น

บริษัท Dormer Pramet พัฒนาดอกกัดแบบบาร์เรลขั้นสูงขึ้น (barrel-shaped end mill ) สำหรับเครื่องแมชชีนนิ่งเซ็นเตอร์แบบ 5 แกน – ดอกกัด S791 แบบใหม่นี้ให้คุณภาพพื้นผิวที่ยอดเยี่ยม และเหมาะสำหรับการเก็บผิวกึ่งละเอียดและการเก็บผิวละเอียดในเหล็กกล้า สเตนเลสสตีล เหล็กหล่อ และซุปเปอร์อัลลอย์ ด้วยคุณสมบัติรัศมีปลายคมตัดสำหรับ fillet milling พร้อมกับรูปแบบแนวสัมผัส (tangential) ที่ใหญ่ขึ้นสำหรับการตัดเฉือนพื้นผิวโค้งและผนังลึก
เมื่อเปรียบเทียบกับดอกกัดบอลโน๊สแบบทั่วไป ดอกกัดแบบบาร์เรลจะให้พื้นที่สัมผัสกับชิ้นงานที่มากกว่า เพิ่มอายุการใช้งานของเครื่องมือ และลดรอบเวลาลง การผ่านที่น้อยลงจะช่วยลงจะช่วยลดเวลาเครื่องจักรลงครึ่งหนึ่ง แต่ยังคงมีประสิทธิภาพในการทำงานไม่ต่างจากดอกกัดบอลโน๊ส ในการตัดเฉือนงานดอกกัดแบบบาร์เรลจะใช้เพียง 18 รอบ ขณะที่ดอกกัดบอลโน๊สอยู่ที่ 36 รอบ
เมื่ออลูมิเนียมเป็นวัสดุทางเลือก อีกหนึ่งทางเลือกคือซีรีส์ Aluflash จาก ITC ให้ประสิทธิภาพสูง ด้วยดอกเอ็นมิลซีรีส์ใหม่ใช้งานได้อเนกประสงค์ที่เหมาะสำหรับการการกัดร่อง การกัดลาด การกัดข้าง การกัดเซาะ การกัดอินเทอร์โพเลต การกัดไดนามิกและการกัดเกลียว ซีรีส์นี้ประกอบด้วยดอกเอ็นมิลโซลิดคาร์ไบด์แบบ 2 และ 3 ฟันที่มีขนาดเส้นผ่านศูนย์กลางตั้งแต่ 1 ถึง 25 มม. สามารถขจัดการสั่นสะเทือนและทำงานด้วยความเร็วและการป้อนที่เร่งความเร็วได้ เพื่อเร่งประสิทธิภาพ
- เครื่องมือตัดสำหรับซีรีส์ GAME OF THRONES งานท้าทายที่ไม่ธรรมดา
- โซลูชั่นง่าย ๆ สำหรับวัสดุตัดยาก
- ความต้องการ CUTTING TOOLS เพิ่มขึ้นอีกครั้ง แต่ความไม่แน่นอนก็ยังมี
- การขึ้นรูปชิ้นส่วนคอมโพสิตและอะลูมิเนียมอย่างประหยัดด้วย MONOBLOCK
ผลิตภัณฑ์ Aluflash ได้ผสานเทคโนโลยีแบบใหม่เข้าไว้ด้วยกัน เพื่อตอบสนองความต้องการในการกัดที่มีประสิทธิภาพสูง ด้วยฟันรูปตัว W ช่วยให้เรื่องการขจัดเศษโลหะจากการตัด เพื่อเพิ่มเสียรภาพในการกระบวน และลดแรงตัด ส่วนเสริมนี้คือแกนพาราโบลาที่เพิ่มความเสรียรของเครื่องมือ ลดการโก่งตัวและการเกิดการแตกหักขณะเสริมผิวละะเอียด กลุ่มผลิตภัณฑ์ Aluflash ยังมีร่องคราดแบบ 2 หรือ 3 ขึ้นอยู่กับว่าลูกค้าจะเลือกรูปแบบ 2 หรือ 3 ฟัน ร่องขจัดเศษโลหะทำงานได้ดีขึ้นกว่าเก่าเพื่อเพิ่มศักยภาพในการไล่ระดับและการตัดเฉือนแกน Z
หากพูดถึงการตัดเฉือนอะลูมิเนียม ต้องย้อนกลับไปในปี 1978 หรือ เมื่อ 40 ปีที่แล้ว บริษัท Lach Diamany ได้ผลิตหัดกัด PCD เครื่องแรกของโลก – การตัดตรง ด้วยมุมแนวแกน หรือแบบมีโปรไฟล์ – สำหรับลูกค้าในอุตสาหกรรมไม้ เฟอร์นิเจอร์ พลาสติก และคอมโพพสิต เมื่อเวลาผ่านไป การพัฒนาที่เพิ่มขึ้นของเครื่องจักร CNC ทำให้ดอกกัดเพชรโพลีคริสตัลไลน์ (PCD) ของบริษัทจึงกลายเป็นสิ่งล้ำหน้าในอุตสาหกรรมยานยนต์และอุปกรณ์เสริมสำหรับการตัดเฉือนอะลูมิเนียมและส่วนประกอบคอมโพสิตในการผลิตเป็นซีรีย์

ระบบควบคุมความร้อนในการตัดเฉือน
การกัดอะลูมิเนียมที่มีประสิทธิภาพสูงต้องการการปกป้องคมตัดเพชรเป็นพิเศษจากการเกิความร้อนสูง เพื่อแก้ไขปัญหานี้ Lach Diamant ร่วมมือกับ Audi ได้พัฒนาระบบ “cool-injection” ระบบระบายความร้อนที่ออกมาจากเครื่องมือ ซึ่งเป็นตัวนำความร้อนผ่านคมตัดเพชรโดยตรงไปยังชิปที่เกิดขึ้น โดยไม่มีอันตรายจากความร้อนที่เกิดขึ้น นวัตกรรมนี้ได้รับสิทธิบัตรหลายฉบับและได้รับรางวัล Hessian Innovation Prize ด้วยเช่นกัน ระบบ “cool-injection” ทำให้ PCD-Monoblock เป็นเครื่องมือกัดที่มีประสิทธิภาพสูงสำหรับผู้ผลิตซีรีย์ ทำให้ได้รับผลประโยชน์จากการตัดเฉือนอะลูมิเนียม HSC/HPC โซลูชันนี้สามารถใช้ความกว้างสูงสุดของคมตัด PCD ที่มีอยู่สำหรับการป้อนเข้า
การขยายกลุ่มเครื่องมือสำหรับการกัดร่อง (slot milling ) และการตัดร่อง (slot cutting) ด้วยหัวกัดใหม่ของ บริษัท Paul Horn ได้ออกแบบเพื่อการควบคุมความร้อนที่ดีขึ้นระหว่างการตัดเฉือน นำเสนอระบบกัด M310 พร้อมหัวกัดที่มีการจ่ายน้ำหล่อเย็นภายใน ด้วยคุณสมบัติของเครื่องมือเหล่านี้ ช่วยเพิ่มอายุการใช้งานของเม็ดมีดแบบถอดเปลี่ยนได้ ดังนั้นจึงช่วยลดต้นทุนเครื่องมือ ระบบจ่ายน้ำหล่อเย็นภายในยังช่วยให้มีความแม่นยำสูงขึ้นสำหรับการกัดร่อง เนื่องจากไม่มีการถ่ายเทความร้อนจากบริเวณการตัดไปยังส่วนประกอบ ยิ่งไปกว่านั้น การชะล้างของระบบจ่ายน้ำหล่อเย็น รวมกับรูปทรงของคมตัด ช่วยลดแนวโน้มที่เศษจากการตัดจะติดในร่องลึก

บริษัท Paul Horn มีหัวกัดและหัวกัดร่อง 2 แบบ หัวกัดเกลียวใน (screw-in milling cutter) มีขนาดเส้นผ่านศูนย์กลางตั้งแต่ 50 มม. ถึง 63 มม. โดยมีความกว้างตั้งแต่ 3 มม. ถึง 5 มม. สำหรับหัวกัดอาร์เบอร์ (arbour milling cutter) มีเส้นผ่านศูนย์กลางตั้งแต่ 63 มม. ถึง 160 มม. และมีความกว้างระหว่าง 3 มม. ถึง 5 มม. เม็ดมีดคาร์ไบด์ S310 แบบ 3 คมถูกยึดเข้ากับด้านซ้ายและด้านขวาของตัวเครื่อง เพื่อให้มั่นใจว่ามีการกระจายแรงตัดที่ดี นอกจากรูปทรงเพิ่มเติมสำหรับการแปรรูปวัสดุต่างๆ แล้ว Horn ยังได้พัฒนาเม็ดมีดที่มีรูปทรงสำหรับการกัดอะลูมิเนียมอัลลอยด์อีกด้วย
การเตรียมการเก็บผิวละเอียดล่วงหน้า (pre-finishing)และการเก็บผิวละเอียดแบบ 3+2 หรือ 5 แกนของวัสดุ ISO-M ซึ่งมีความทนทานแบบเดียวกับวัสดุ ISO-S เช่น ไททาเนียม เหล็กกล้าไร้สนิมแบบตกผลึกแข็ง หรือวัสดุสเตนเลส ดอกกัดบอลโน๊สแบบทั่วไปอาจต้องใช้ความเร็วตัดต่ำและการใช้เครื่องมือที่หลากหลาย อีกทั้งรอบการทำงานที่ยาวนาน ขณะที่การตัดเฉือนแบบใหม่ต้องใช้เทคนิคสูงในการตัดโลหะ ซึ่งเป็นงานที่มีความท้าทายสูง ดังนั้นจึงเหมาะกับดอกกัดแบบบาร์เรลใหม่จาก Seco Tools มากกว่าเนื่องจาดช่วยลดระยะเวลาในกระบวนการเก็บผิวละเอียดที่ใช้เวลานานถึง 80% เมื่อเทียบกับหัวกัดบอลโน็ตแบบธรรมดา รูปทรงและรูปทรงของเครื่องมือช่วยให้สามารถตัดเฉือนได้อย่างรวดเร็วด้วย step-over ขนาดใหญ่ โดยไม่เพิ่มความเร็วตัด ทำให้การทำงานที่สั้นลง การเปลี่ยนเครื่องมือน้อยลง ความน่าเชื่อถือสูงและคุณภาพพื้นผิวที่สม่ำเสมอ – บริษัทกล่าว

การรวมขั้นตอนการตัดเฉือนหลายขั้นตอนในเครื่องมือเดียวทำให้การผลิตประหยัดที่สุด ตัวอย่างเช่น ด้วยดอกกัดคว้านรู (Drill-Reamer) โดยสามารถเจาะและคว้านรูพร้อมกัน จาก Mapal เครื่องมือนี้มีการระบายความร้อนจากการต๊าป การเจาะ และการคว้านรู มีความยาวให้เลือก 3xD และ 5xD ดอกกัดคว้านรูแบบใหม่มีความน่าเชื่อถือ ด้วยการลบมุมแนวดิ่ง 6 แบบ หรือ six guiding chamfers เพื่อการบังคับทิศทางที่ดีเยี่ยม ร่องคายเศษที่มีความแม่นยำสูงพร้อมรูปทรงร่องที่เข้าชุดกันเพื่อการขจัดเศษจากการตัดได้ดีและขอบสิ่ว(chisel edge) ที่อยู่ตรงกลาง ด้วยขอบสิ่วที่มีจุดศูนย์กลางในตัวเองช่วยให้มั่นใจได้ถึงความแม่นยำในการวางตำแหน่งและลักษณะการต๊าปที่ดียิ่งขึ้น คมตัด 3 คมรับประกันความกลมสูงสุดของรูเจาะและประสิทธิภาพสูงสุด พร้อมคมตัดคว้านให้พื้นผิวคุณภาพสูง
แต่ละบริษัทมีความต้องการในการตัดที่แตกต่างกัน ดังนั้น Inovatools นำเสนอโซลูชันเครื่องมือต่างๆที่แบ่งออกเป็นประเภทการใช้งานที่เกี่ยวข้อง เช่น การผลิตเครื่องมือและแม่พิมพ์ รวมทั้งดอกกัด ดอกสว่าน ดอก์คว้านรู และดอกเคาเตอร์บอร์ ระบบตัดแบบโมดูลาร์ Inoscrew หรือใบเลื่อยทุกชนิด ตั้งแต่ขนาดเล็ก เคลือบเพชร และ XL ไปจนถึงรุ่นพิเศษ ผู้ใช้สามารถเลือกใช้งานได้ตามต้องการ
ตัวอย่าง เช่นดอกกัด แบบ curve segment – Curve Ma ซึ่งใช้งานเป็นหลักในการผลิตเครื่องมือและแม่พิมพ์ ด้วยรูปทรงพิเศษ ดอกกัด แบบ Curve Max ใหม่ ทำให้ได้ระยะทางในเส้นทางที่ใหญ่ขึ้น (bigger path distances) และการกระโดดข้ามเส้น (line jumps) ในระหว่างการเตรียมการเก็บละเอียดและการเก็บผิวละเอียด แม้ว่ารัศมีการทำงานจะใหญ่กว่ารัศมีเต็มแบบดั้งเดิม แต่เครื่องมือก็ยังมีเส้นผ่านศูนย์กลางเท่ากันน
เช่นเดียวกับโซลูชันทั้งหมดที่นำเสนอมานี้ จะเพิ่มคุณภาพพื้นผิวและลดเวลาในการทำงาน ด้วยสิ่งเหล่านี้เป็นหัวใจสำคัญสำหรับผู้ผลิตเครื่องมือและแม่พิมพ์ในการตัดสินใจซื้อเครื่องตัดใหม่ เพื่อช่วยให้บรรลุเป้าหมายด้านความเร็ว ประสิทธิภาพ และผลกำไรของบริษัทในที่สุด
อ้างอิง: https://www.etmm-online.com/cutting-tools-make-the-machining-world-go-round-a-1053792/
บทความที่เกี่ยวข้อง:
About The Author
You may also like
-
สัมมนาสัญจร จากกรมโรงงานอุตสาหกรรม ”ขับเคลื่อนเทคโนโลยีอุตสาหกรรมอัจฉริยะเพื่อความปลอดภัยของชุมชนและสิ่งแวดล้อมอย่างยั่งยืน“
-
อินฟอร์มาฯ สานต่อความร่วมมือ สมาคมยานยนต์ไฟฟ้าไทย จัดงาน “Electric Vehicle Asia 2024” ยกระดับการผลิตไทยสู่การเปลี่ยนแปลงอุตสาหกรรมยานยนต์ไฟฟ้าระดับโลก
-
Guangzhou Industrial Technology และ Asiamold Select 2024 – Guangzhou กำลังจะเริ่มขึ้นในสัปดาห์หน้า
-
Quantix Ultra เทอร์โมพลาสติกทนไฟได้ถึง 1,200°C เพิ่มความปลอดภัยให้รถ EV
-
Ford พลิกโฉมเศษเหลือทิ้งจากต้นมะกอกให้กลายเป็นชิ้นส่วนยานยนต์ที่ยั่งยืน