

เมื่อบริษัท HaGeForm Sachsen GmbH กำลังรู้สึกสิ้นหวังเกี่ยวกับการผลิตโพรงทรงกระบอก การมาเยือนของ Mapal นั้นทันเวลาพอดี – และเครื่องมือต่างๆ ที่ถูกต้องยังได้ถูกนำมาใช้อีกด้วย

(ที่มา: Mapal)
ลูกค้าของ HaGeForm Sachsen ประมาณ 90 เปอร์เซ็นต์ ตั้งอยู่ภายในรัศมี 50 กม. ความใกล้เป็นข้อได้เปรียบอย่างมากสำหรับผู้ผลิต เพราะเวลาส่งมอบที่เร็วกำลังมีความสำคัญที่มากขึ้น “เราทำหลายอย่างตามความต้องการของลูกค้า” Sebastian Baier อธิบาย เขาเข้าซื้อบริษัทนี้ด้วยกันกับพ่อในปี 2012 “เรามักนำส่วนประกอบไปให้ลูกค้าโดยทางรถยนต์ ไม่มีการขนส่งทางไกล” นอกเหนือจากส่วนประกอบสำหรับเครื่องมือและการทำแม่พิมพ์แล้ว Stollberg ยังผลิตส่วนประกอบสำหรับวิศวกรรมเครื่องกลทั่วไปและอุตสาหกรรมอื่นๆ ที่หลากหลาย


ตั้งแต่แปรงสีฟันไปจนถึง ฟอร์มูล่า 1
ซัพพลายเออร์รถยนต์ของภูมิภาคเป็นส่วนที่มีขนาดใหญ่ของสเปคตรัมที่กว้างของลูกค้า ชิ้นส่วนต่าง ๆ ที่ผลิตโดย HaGeForm ส่วนใหญ่ถูกใช้ในการขึ้นรูป การตัด หรือสเปรย์เคลือบแผ่นโลหะ บ่อยครั้งที่โจทย์เป็นการผลิตแบบครั้งเดียว ชิ้นส่วนตัวอย่าง ต้นแบบและชุดผลิตเล็ก คำสั่งซื้อมีตั้งแต่แม่พิมพ์สำหรับแปรงสีฟัน ไปจนถึงชิ้นส่วนต่าง ๆ สำหรับการแข่งขันฟอร์มูล่าวัน แม้เมื่อบรรดานักวิทยาศาสตร์ที่วิทยาเขตเทคโนโลยีของมหาวิทยาลัยเทคโนโลยี Chemnitz มาพร้อมกับ “สิ่งใหม่ ๆ ที่บ๊อง”, ตามที่ Baier กล่าว ความรู้ความชำนาญด้านการผลิตของบริษัทของเขากำลังเป็นที่ต้องการ ความคลาดเคลื่อนที่จำเป็นโดยปกติจะอยู่ในช่วงหนึ่งในร้อย แต่ความถูกต้องแม่นยำระดับ 5 ไมโครเมตร ก็เป็นไปได้เช่นเดียวกันที่ Stollberg


นอกเหนือจากเครื่อง EDM แบบ wire-cut สี่เครื่อง, เครื่อง EDM แบบ die-sink สองเครื่องและเครื่องเจียรแล้ว ยังมีเครื่อง Machining Center อีก 3 เครื่องที่มี สาม สี่และห้าแกน ส่วนประกอบที่จะถูกตัดเฉือนทั้งโดยเครื่องกัดและ EDM ได้ถูกย้ายไปในแต่ละพื้นที่โดยขึ้นกับภาระงาน บริษัทพยายามที่จะตัดเฉือนให้มากที่สุดเท่าที่เป็นไปได้ เพื่อลดเวลาดำเนินการ เนื่องจาก EDM แบบ Die-sink ใช้เวลายาวนานกว่ามาก ดังนั้นจึงแพงกว่า ในปัจจุบันการตัดเฉือนคิดเป็นเกือบครึ่งหนึ่งของคำสั่งซื้อ และแนวโน้มกำลังเพิ่มมากขึ้น ชิ้นส่วนต่าง ๆ ที่จนถึงเมื่อเร็ว ๆ นี้ ต้องใช้กระบวนการกัดกร่อน ตอนนี้สามารถใช้การตัดเฉือนได้เช่นกัน ความเป็นหุ้นส่วนกับ Mapal มีส่วนช่วยในเรื่องนี้ด้วยเช่นกัน
Felix Wendler ผู้เชี่ยวชาญผลิตภัณฑ์ของ Mapal มาที่ Stollberg เมื่อสองปีก่อน เขามีภารกิจในการทดสอบเครื่องมือใหม่ๆ สำหรับการทำเครื่องมือและแม่พิมพ์ ซึ่งได้ทดลองในศูนย์ทดสอบของ Mapal บนส่วนประกอบจริง ในสถานที่ของผู้ใช้ภายใต้สภาวะเหมือนจริง


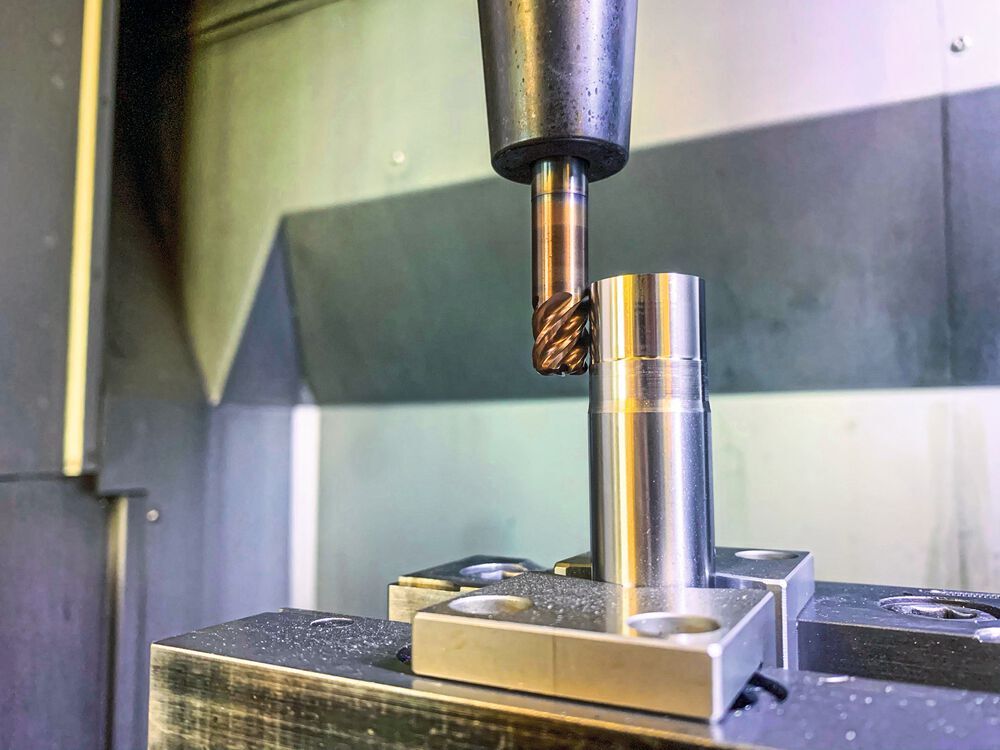
ความท้าทายของโพรงทรงกระบอก
ระหว่างการมาเยือนของ Wendler, HaGeForm มีน็อตที่ไขออกยากในการตัดเฉือนหนักของที่ใส่แม่พิมพ์ที่ทำจากโลหะผงของโลหะที่มีความแข็ง 65 HRC, Maik Seibt หัวหน้าฝ่ายตัดเฉือนที่ HaGeForm Sachsen อธิบายสถานการณ์ว่า: “เราไม่สามารถทำที่ใส่แม่พิมพ์บางแบบสำหรับส่วนประกอบ ให้เป็นทรงกระบอกได้ โพรงของที่ใส่มักใหญ่เกินไปตรงด้านบน และแคบไปตรงด้านล่าง มันไม่พอดี” โดยที่ไม่มีความยุ่งยากใด ๆ เพิ่มเติม ต้นแบบที่ Wendler นำมาได้รับการทดสอบและให้ผลลัพธ์ที่น่าเชื่อถือในทันที การตัดเฉือนได้ทรงกระบอกและลงถึงระดับไมครอน “นั่นก็ถึงขีดจำกัดของอุปกรณ์การวัด IR ของเราแล้ว” Seibt ยืนยัน ตอนนี้ Mapal ได้รวมเครื่องมือนี้เข้าไปในขอบเขตมาตรฐานในหลากหลายเวอร์ชั่นอย่าง มีดตัดเฉือนหัวมน มุมชุบแข็ง Optimill-3D-CR
- เทรนด์การเจียระไนและ เทคโนโลยีการเจียระไนเครื่องมือปี 2022
- Schunk และ 3M ประกาศความร่วมมือ สร้างโซลูชันใหม่ในการเจียระไนอัตโนมัติ
การกัดแทนการเจียร
ช่างเทคนิคของ Mapal ยังสามารถช่วยเหลือเมื่อมีคอขวดบนเครื่องเจียร การกัดแทนการเจียรเป็นคำขวัญ Wendler ได้ทำการสาธิตว่ามันเป็นไปได้ที่จะกัดลงไปสองถึงสาม มม. จากแผ่นที่มีขนาดใหญ่ด้วยความแข็ง 62 HRC ภายในระยะเวลาที่สั้นมาก เพื่อที่จะจัดฟันวงแหวนที่หักออกใหม่ ท้ายที่สุดแล้ว HaGeForm ตั้งใจที่จะแทนที่ EDM ด้วยการกัดสำหรับบางชิ้นงาน โดยก่อนหน้านี้ ชิ้นส่วนต่าง ๆ จะถูกหนีบตอนบ่ายและกัดกร่อนในแนวดิ่งจนถึงเช้า สิ่งที่เคยใช้เวลาหนึ่งคืนตอนนี้ทำสำเร็จได้ในสองชั่วโมง
ลูกค้าได้ความยืดหยุ่นตรงนี้ เพราะสำหรับชิ้นส่วนที่มากขึ้น เขามีทางเลือกระหว่าง EDM แบบ die-sink และการกัด หากคำสั่งซื้อต้องได้รับการดำเนินการโดยเร็วที่สุดที่เป็นไปได้ การกัดจะเป็นทางเลือกที่ดีกว่า
Felix Wendler, Mapal product specialist
สำหรับชิ้นส่วนบางชิ้น การเปลี่ยนไปเป็นการตัดเฉือนโดยสมบูรณ์สามารถทำได้สำเร็จ ตัวอย่างเช่น Die แบบ fine blanking ที่ทำจากโลหะผง ถูกเอาออกจากเครื่องจักรหลังการกัดเพื่อทำการกัดกร่อนแนวดิ่งเป็นรัศมีมุมเล็กกับบ่าในภายหลัง
เราไม่สามารถจินตนาการว่ามันสามารถทำได้ด้วยวิธีอื่นใด ตอนนี้เราสามารถครอบคลุมทุกอย่างด้วยเครื่องกัด ซึ่งค่อนข้างที่จะเป็นนวัตกรรม
Maik Seibt ผู้จัดการแผนกกัด ที่ HaGeForm Sachsen
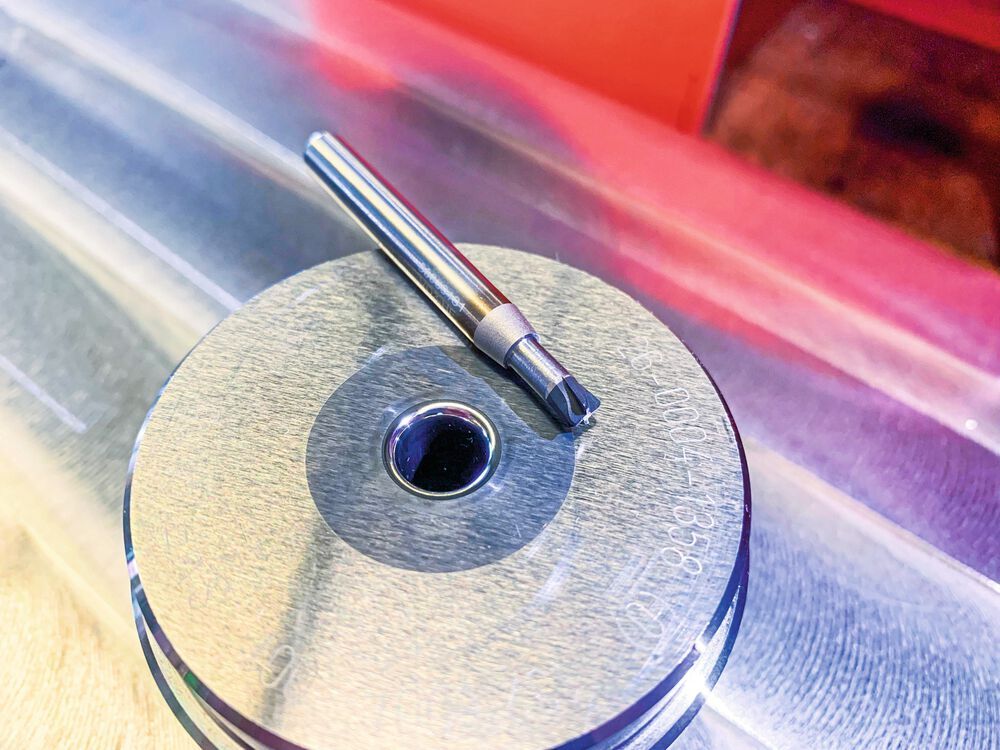
ถึงตอนนี้มีดกัดป้อนเร็วชุบแข็ง Optimill-3D-HF และ มีดกัดหัวบอลชุบแข็ง Optimill-3D-BN ยังถูกใช้เป็นประจำสำหรับการตัดเฉือนแข็งที่ HaGeForm มีดกัดแบบ trochoidal ชุบแข็ง Optimill-Tro ถูกใช้สำหรับการกัดหยาบสองมิติโดยตรงในวัสดุแข็ง การใช้ประโยชน์อย่างเต็มที่ของความยาวมุมกัด ซึ่งด้วยเครื่องมือนี้มักสอดคล้องกับ 3xD จึงมีความเป็นไปได้โดยไม่มีปัญหาใด ๆ เมื่อตัดเฉือนวัสดุที่มีความแข็งมากถึง 65 HRC และรับประกันประสิทธิภาพเชิงเศรษฐกิจสูงสุดผ่าน stock removal rates สูงสุด ในเวลาที่สั้นที่สุดที่เป็นไปได้
Mapal ถูกยกย่องว่าเป็นผู้แก้ไขปัญหาสำหรับชิ้นส่วนไททาเนียมที่มีความซับซ้อนมาก กลยุทธ์การตัดเฉือนที่เป็นไปได้ถูกครุ่นคิดมาเป็นเวลานาน และในที่สุดช่างเทคนิคก็ถูกเรียกมา Felix Wendler มาพร้อมมีดกัดที่ถูกต้องสำหรับไททาเนียมและอยู่จนกระทั่งโปรแกรมที่เหมาะสมสำหรับชิ้นส่วนที่มีความซับซ้อนได้ถูกสร้างขึ้นใน Stollberg การตัดเฉือนยังคงดำเนินการอยู่ รูปทรงต่าง ๆ ที่ซับซ้อนรวมกับวัสดุพิเศษมักสร้างความต้องการใหม่สำหรับหินปูผิวทาง “เราได้รับการสนับสนุนที่ดีมากจาก Mapal” Maik Seibt กล่าวยกย่อง “เมื่อเรามีปัญหา การโทรหามักเพียงพอ มันดีที่มีบุคคลติดต่อที่มีความสามารถที่คุณสามารถไถ่ถามได้”
อ้างอิง : https://www.etmm-online.com
About The Author
You may also like
-
ระบบคอลเล็ต PG เพิ่มความปลอดภัยในการตัดเฉือนที่แม่นยำ มั่นใจมีดตัดนิ่ง ไม่มีหลุด
-
Seco ยืดอายุการใช้งานเครื่องมือได้ถึง 20 เท่า!! สำหรับตัดวัสดุเหล็กหล่อของ Scania
-
Mega 12DS หัวจับเครื่องมือ เพื่อการกัดแบบโทรคอยด์ประสิทธิภาพสูง
-
ยิ่งเล็กยิ่งต้องใส่ใจ กับหัวกัดรักษ์โลก by Tungaloy
-
Mikron Tool เปิดตัวดอกสว่านเพื่องานเจาะไทเทเนียมโดยเฉพาะ