Mapal, Toolmaker รายใหญ่ของเยอรมนีได้นำเสนอ additive machining tools มาตั้งแต่ปี 2014 และเวลานี้ได้ปรับปรุงหัวจับไฮดรอลิกเพื่อการ machining ที่แม่นยำและรวดเร็วยิ่งขึ้น


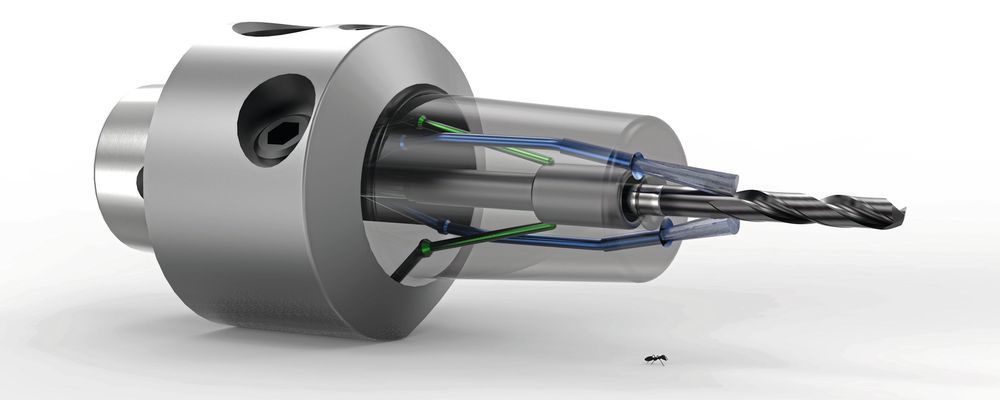
Hydraulic expansion chuck หรือ หัวจับไฮดรอลิก ทุกคนที่ไม่ได้เป็น tool builder อาจจะต้องอ่านคำนี้ถึงสองครั้ง ส่วนช่างเทคนิคผู้มีประสบการณ์ต่างก็รู้ว่า มันคือตัวยึดเครื่องมือซึ่งใช้แรงเหมือนกับระบบไฮดรอลิกที่ใช้บนเครื่องมือจับยึด หรือ clamped tool ที่ทุกจุดของตัวยึด รักษาเซ็นเตอร์และไม่มีการสะท้อนกลับอย่างรุนแรง เพราะเมื่ออุณหภูมิสูงขึ้นผลกระทบนี้จะยิ่งทวีความรุนแรง จากค่าสัมประสิทธิ์การขยายตัวของน้ำมันที่สูงขึ้นเมื่อเทียบกับตัวเหล็ก
Chucks หรือหัวจับที่ผลิตจากกระบวนการเพิ่มเนื้อวัสดุสามารถทนต่ออุณหภูมิที่สูงขึ้นได้สูงสุด 170 องศาและทนต่อแรงกระทำมากๆ ได้ Mapal ยังมีฟังก์ชั่นเพิ่มเติมเมื่อเทียบกับการออกแบบ multi-part พร้อมข้อต่อบัดกรี อย่างไรก็ตาม การผลิตแบบเพิ่มเนื้อวัสดุ/Additive Manufacturing หรือ AM ยังมีต้นทุนการผลิตสูงกว่ากระบวนการแบบเดิม
ผู้ผลิตเครื่องมือได้เอาชนะข้อเสียเหล่านี้ในระหว่างการพัฒนาเพิ่มเติม หลักการใหญ่ๆ ก็คือการย่อส่วน Mapal ผลิต chucks หรือ หัวจับ ตามคำขวัญ: “เรียบง่ายที่สุดใช้วัสดุน้อยที่สุด”(“As much conventional base body as possible, as little additive material as necessary”) เช่นเดียวกับรุ่นก่อนหน้านี้ หัวจับยึดถูกติดตั้งโดยตรงบน base body แบบดั้งเดิมด้วยการผนึกเลเซอร์ หรือ Selective Laser Melting, SLM) ส่งผลให้มันมีขนาดเล็กที่สุดเท่าที่จะเป็นได้


Miniature tools/เครื่องมือจิ๋ว
ไม่เพียงช่วยประหยัดเวลาและต้นทุนการผลิต Mapal ได้ปรับปรุงฟังก์ชั่นนี้ด้วยระบบห้องจับยึดแบบเฉพาะเจาะจงมากสำหรับลูกค้า หรือ very customer-specific clamping chamber systems “ด้วยกระบวนการผลิตที่เป็นนวัตกรรม เราประสบความสำเร็จในการผลิต chucks ขนาดจิ๋วพร้อมด้วย HSK-E25 holders สำหรับการจับยึดของเครื่องมือโดยตรงด้วยเส้นผ่านศูนย์กลางเพียงสามมิลลิเมตร” Jochen Schmidt ผู้จัดการผลิตภัณฑ์ Clamping Technology ที่ Mapal Präzisionswerkzeuge Dr. Kress KG กล่าว
ด้วยการย่อขนาดและรูปร่างที่เพรียวบางทำให้พื้นที่จับยึดที่แท้จริงอยู่ใกล้กับพื้นที่การผลิตมากขึ้น จากข้อมูลของ Schmidt บอกว่า เครื่องมือจิ๋วนี้ช่วยปรับปรุงด้านความเสถียรและความแม่นยำในการหมุนของเครื่องมือ ทำให้ค่าความคลาดเคลื่อนในการ machining น้อยลงเหลือเพียงหนึ่งในพันมิลลิเมตร นอกจากนี้ หัวจับ หรือ chucks ที่ถูกปรับปรุงใหม่ล่าสุดจะถูกติดตั้งพร้อมกับร่องหรือ groove ช่วยให้สิ่งสกปรกขนาดเล็กที่ปรากฏอยู่ตลอดเวลาในการ machining สามารถเคลื่อนเข้าไปในร่องเหล่านี้ โดยไม่ส่งผลเสียต่อคุณภาพความแม่นยำในการหมุน
Faster machining
ผลจากความแม่นยำของรอบหมุนที่ดีขึ้น ทำให้ความเร็วสูงขึ้น ส่งผลให้กำลังการผลิตเพิ่มขึ้น นอกจากนี้ในส่วนของ tumbling tool มีแนวโน้มที่จะแตกหักน้อยลงเมื่อสัมผัสชิ้นงาน การเปลี่ยนสถานะจากเครื่องมือแบบพิเศษให้เป็นเครื่องมือมาตรฐานซึ่งเวลานี้มีความเป็นเป็นไปได้จะช่วยประหยัดค่าใช้จ่ายมากขึ้น ยิ่งวัสดุที่ถูกตัดเฉือนมีความหยาบมากเท่าไรก็จะยิ่งประหยัดต้นทุนได้มากขึ้นเท่านั้น
การปรับปรุงฟังค์ชันการทำงานอีกประการหนึ่งคือเรื่องของการหล่อลื่น ด้วยตัวเลือกของรูปทรงที่อิสระและขึ้นอยู่กับพารามิเตอร์ เช่น แรงดันสารหล่อเย็น (coolant pressure) การตั้งค่าขนาดและความเร็ว Mapal สามารถออกแบบช่องระบายความร้อนในหัวจับแบบที่ไม่มีสารหล่อลื่นหลงเหลืออยู่ใน production site หรือหน้างานเลย ทั้งนี้ หลังจากการ machining ด้วย “loss lubrication” การทำความสะอาดส่วนประกอบหลังจากนั้นจึงไม่มีความจำเป็นอีกต่อไป อย่างไรก็ตาม อายุการใช้งานของเครื่องมือดังกล่าวยังคงสูงอยู่ เนื่องจากต้องใช้สารหล่อลื่นเพียงเล็กน้อย
นอกเหนือจากข้อได้เปรียบทางเทคนิคในการผลิต chucks ขนาดจิ๋วก็ยังมีข้อได้เปรียบเพิ่มเติม “จากการลดน้ำหนักลง หัวจับขนาดเล็กช่วยให้เราสามารถเร่งความเร็วและเบรคระบบเครื่องมือทั้งหมด ซึ่งประกอบด้วยหัวจับและเครื่องมือได้เท่าๆ กันและด้วยแรงกดที่น้อยลงบนแกนหมุน” Schmidt กล่าว Mapal ได้พัฒนา hydraulic expansion chucks ด้วยพื้นที่การติดตั้งที่ปรับให้เหมาะสมสำหรับลูกค้าแต่ละราย ด้วยหัวจับที่สามารถปรับความยาวได้สูงสุด หรือ extremely length-optimized chuck ลูกค้าสามารถใช้เครื่องจักรที่มีอยู่สำหรับการ machining ครั้งเดียว (แล้วจบงาน) โดยไม่จำเป็นต้องลงทุนเพิ่มใน machining center ที่มีขนาดใหญ่กว่าสำหรับขั้นตอนต่อไป
Simple tool change
การเปลี่ยนแปลงเครื่องมือได้รับการปรับปรุงอย่างมีนัยสำคัญ “เครื่องมือและหัวจับที่เล็กกว่านั้นจัดการได้ง่ายกว่า เพราะการจัดการกับอุปกรณ์ต่อพ่วงภายนอกจะกลายเป็นความยุ่งยากและยากมากขึ้นเมื่อมีการเปลี่ยนขนาดทุกครั้ง” Schmidt กล่าว ก่อนหน้านี้ tool holder จะต้องคลายเกลียวและเปลี่ยนเครื่องมือจากภายนอกเสมอ ในกรณีของโครงสร้างส่วนบนหลายส่วน (multi-part superstructures) ความคลาดเคลื่อนของส่วนประกอบแต่ละชิ้นยังรวมไปถึงห่วงโซ่ความผิดพลาดที่ไม่คาดคิดด้วย
ด้วย hydraulic expansion chucks รุ่นที่สองที่ผลิตขึ้นด้วยวิธีการเติมเนื้อวัสดุทำให้สามารถเปลี่ยนเครื่องมือบนหุ่นยนต์ machining ได้โดยตรง ปัจจุบัน Mapal ผลิต chucks หรือ หัวจับ ด้วยเครื่องพิมพ์แบบสามมิติ 6 เครื่องโดยใช้เทคโนโลยีการเพิ่มเนื้อวัสดุ คิดเป็น 10 ถึง 15% ของยอดขายเทคโนโลยีการจับยึดหรือ Clamping Technology
About The Author
You may also like
-
‘Vapor Smoothing’ เทคนิคการทำหลังกระบวนการที่ทำให้ TPU กันน้ำและยืดหยุ่นเป็นพิเศษ
-
Trumpf ร่วมมือกับสตาร์ทอัพด้านอวกาศ เพื่อภารกิจอวกาศที่เป็นมิตรต่อสิ่งแวดล้อม
-
Quickparts แนะนำทางเลือกที่ยืดหยุ่นในการรอสินค้า สำหรับการพิมพ์ 3 มิติ
-
DMG Mori เปิดตัว ‘INH 63’ แมชชีนนิงเซ็นเตอร์ 5 แกน รองรับงานตัดเฉือนที่ซับซ้อน
-
Stratasys เพิ่ม 6 วัสดุการพิมพ์ 3 มิติใหม่เพื่อตอบโจทย์การใช้งานที่หลากหลาย