


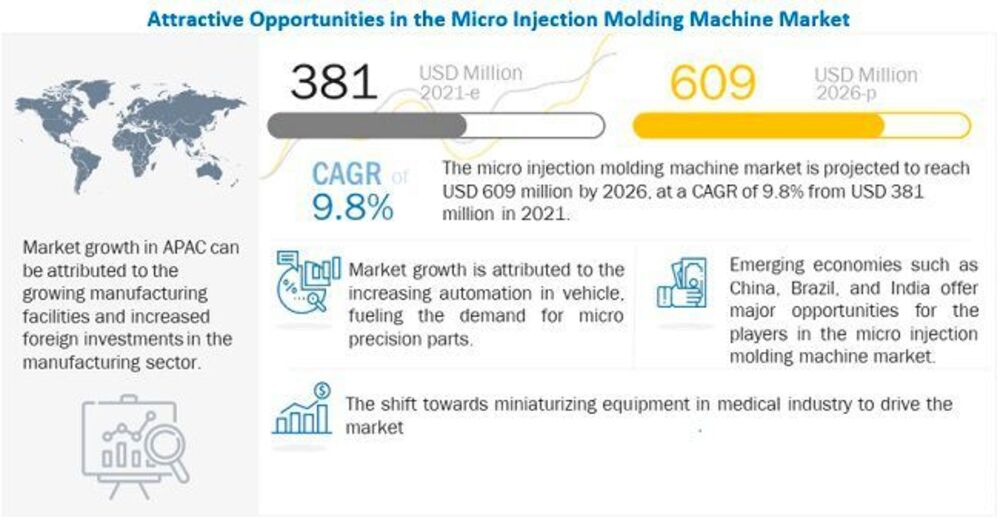
รายงานการวิจัยตลาด ฉบับล่าสุด ที่เผยแพร่โดย Markets and Markets กล่าวว่า ตลาดเครื่องฉีดขึ้นรูประดับไมโคร หรือ Micro Injection Moulding Machine มีมูลค่าการเติบโตอยู่ที่ 609 ล้านเหรียญสหรัฐ ภายในปี 2569 ผลมาจากการผลิตเครื่องมือและแม่พิมพ์ต้องใช้เครื่องมือตัดรูปแบบพิเศษนี้ที่สามารถรับรองความถูกต้องแม่นยำจนถึงระดับไมครอนได้

เครื่องฉีดขึ้นรูประดับไมโครเป็นเครื่องจักรที่ใช้สำหรับการผลิตชิ้นส่วนพลาสติกที่มีน้ำหนักยิง หรือ Shot weight 1 ถึง 0.1 กรัม โดยมีค่าความคลาดเคลื่อนอยู่ในช่วง 10 ถึง 100 ไมครอน กระบวนการขึ้นรูปนี้สามารถผลิตรูปทรงขนาดเล็กมากๆ ที่มีความซับซ้อนได้อย่างถูกต้องและแม่นยำสูงสุด โดยขนาดชิ้นส่วนจะเป็นตัวกำหนดของการขึ้นรูปแม่พิมพ์ระดับไมโคร การขึ้นรูประดับไมโครสร้างส่วนประกอบหรือชิ้นส่วนที่มีขนาดระดับเล็กมากๆ ด้วยคุณสมบัติระดับไมโคร ความคลาดเคลื่อนระดับไมโคร กระบวนการนี้ขึ้นอยู่กับการผลิตแม่พิมพ์ที่ต้องการความแม่นยำและถูกต้อง
แรงบีบอัดแม่พิมพ์ 30 ถึง 40 ตัน เป็นประเภทที่ใหญ่ที่สุดในตลาดเครื่องฉีดขึ้นรูประดับไมโคร โดยมี APAC ซึ่งเป็นตลาดที่ใหญ่ที่สุดสำหรับเครื่องฉีดขึ้นรูปขนาดเล็กในปี 2020 ในแง่ของมูลค่า ซึ่งมีปัจจัยต่างๆ เช่น การเติบโตของภาคยานยนต์ และความต้องการที่เพิ่มขึ้นในทางการแพทย์ ซึ่ง 2 ภาคส่วนนี้เป็นตัวสำคัญในการขับเคลื่อนให้ตลาดเติบโตอย่างต่อเนื่อง จากรายงาน “Micro Injection Molding Machine Market by Type (0-10 tons, 10-30 tons and 30-40 tons), Application (Medical, Automotive, Fiber Optics, Electronics), and Region (APAC, North America, Europe, MEA, South America) — Global Forecast to 2026”. นักวิเคราะห์กล่าวว่าขนาดของตลาดเครื่องฉีดขึ้นรูประดับไมโครทั่วโลกมีแนวโน้มสูงถึง 609 ล้านดอลลาร์ภายในปี 2569 ที่ CAGR 9.8% เพิ่มขึ้นจากปี 2564 ที่ 381 ล้านดอลลาร์

ประเภทแรงบีบอัดแม่พิมพ์ 30 ถึง 40 ตัน คาดว่าจะเติบโตเร็วที่สุดกว่าแบบอื่นสำหรับตลาดเครื่องฉีดขึ้นรูประดับไมโคร ระหว่างปี 2564 ถึง 2569 เนื่องจากความต้องการชิ้นส่วนพลาสติกขึ้นรูประดับไมโครในอุตสาหกรรมยานยนต์ อุตสาหกรรมอิเล็กทรอนิกส์ และอุตสาหกรรมการแพทย์ ที่มีความต้องการเครื่องฉีดขึ้นรูประดับไมโคร สำหรับประเภทแรงบีบอัดแม่พิมพ์ 30 ถึง 40 ตันนี้ อย่างไรก็ตาม เครื่องฉีดขึ้นรูประดับไมโครที่มีแรงบีบอัด 0 ถึง 10 ตัน ยังคงมีอัตราการเติบโตต่อปี (CAGR) สูงสุด จากการผันเปลี่ยนไปสู่นาโนเทคโนโลยีในทุกภาคส่วน รวมถึงการแพทย์ ยานยนต์ ไฟเบอร์ออปติก อิเล็กทรอนิกส์ และอื่นๆ กำลังเป็นที่ต้องการของชิ้นส่วนที่มีขนาดเล็กที่มีความแม่นยำสูงเหล่านี้เป็นอย่างมาก
โดยเฉพาะในภาคส่วนทางการแพทย์ มีความต้องการการใช้งานในตลาดเครื่องฉีดขึ้นรูประดับไมโคร ระหว่างปี 2564 ถึง 2569 มากที่สุด เนื่องจากการพัฒนาและความก้าวหน้าทางเทคโนโลยีในอุตสาหกรรมการแพทย์สำหรับการรักษาผู้ป่วย การวิจัยและพัฒนาวิจัยอย่างต่อเนื่อง ทำให้ความต้องการชิ้นส่วนไมโครมาประยุกต์ใช้ทางการแพทย์เพิ่มขึ้นนั่นเอง
- ลดเศษโลหะจากการตัดเฉือน ด้วยเอ็นมิลล์สำหรับวัสดุกัดยาก!
- ตัดด้วยอะไรดีกว่า? กับเครื่องมือและแม่พิมพ์ความแข็งสูงกว่า 50 HRC
- เครื่องมือตัด : สิ่งที่ทำให้อุตสาหกรรมเครื่องจักรกลขับเคลื่อนไปข้างหน้า
- เครื่องมือตัดสำหรับซีรีส์ GAME OF THRONES งานท้าทายที่ไม่ธรรมดา
- โซลูชั่นง่าย ๆ สำหรับวัสดุตัดยาก
เศรษฐกิจในทวีปเอเชียมีการเติบโตสำหรับเครื่องจักรพิเศษเหล่านี้อย่างก้าวกระโดด โดดเฉพาะประเทศจีนซึ่งเป็นตลาดที่ใหญ่ที่สุด ความต้องการภายในประเทศที่เพิ่มขึ้นอันเนื่องมาจากการการเติบโตอย่างรวดเร็วของโรงงานผลิตและภาคการค้าอื่น ๆ ความต้องการและประชาการที่เพิ่มขึ้น รวมทั้งการคิดริเริ่มเทคโนโลยีและผลิตภัณฑ์ใหม่ ๆ ด้วยปัจจัยเหล่านี้เป็นส่วนสำคัญในการขับเคลื่อนของเครื่องฉีดขึ้นรูประดับไมโคร อีกทั้งการเพิ่มขึ้นของประชาการจะส่งผลต่อการเติบโตอุตสาหกรรมยานยนต์และอิเล็กทรอนิกส์ในภูมิภาค ซึ่งส่งผลต่อความต้องการเครื่องจักรนี้ด้วยเช่นกัน
เครื่องมือและแม่พิมพ์ที่ทำให้เกิดการฉีดขึ้นรูประดับไมโครนั้น ต้องการเครื่องมือตัดที่แม่นยำจากซัพพลายเออร์ที่เชี่ยวชาญ
ความละเอียดระดับไมครอน: วิธีการของกระบวนการผลิตเครื่องมือและแม่พิมพ์ที่ให้ความแม่นยำสูง
ในงานจัดแสดงสินค้า Metav ที่กำลังจะมีขึ้นในเมือง Düsseldorf บริษัท Zecha Hartmetall-Werkzeugfabrikation จะให้ความสำคัญเป็นพิเศษกับเครื่องมือกัดไมโคร ที่ Molding Area บริษัทจะนำเสนอเครื่องมือที่มีความแม่นยำสำหรับการใช้งานเฉพาะและวัสดุที่ทันสมัย ซึ่งรวมถึงหัวกัดไมโคร โดยการออกแบบหัวกัดใหม่ เหมาะสำหรับการตัดเฉือนวัสดุ ส่วนประกอบโลหะผสม และความแข็งของวัสดุสูงถึง 70 HRC ด้วยระดับความแม่นยำในการกัดรูปร่างที่ 0.005 มม. และความแม่นยำของศูนย์กลางที่ 0.003 มม. และต่ำกว่า กลุ่มผลิตภัณฑ์หัวกัดไมโครของ Peacock มีความโดดเด่นในการจัดองค์ประกอบที่แม่นยำ สำหรับ Andreas Weck วิศวกรแอพพลิเคชั่นของ Zecha แล้ว กลุ่มผลิตภัณฑ์ไมโครใหม่นั้นมีความโดดเด่นเหนือสิ่งอื่นใดด้วยการออกแบบใหม่ ซึ่งรับประกันว่า “ผู้ใช้ในอุตสาหกรรมเครื่องมือและแม่พิมพ์จะได้รับผิวเรียบ (Surface Finish) ที่ดีที่สุด ประสิทธิภาพการตัดเฉือนที่สูง แต่ยังรวมถึงความแม่นยำในการจัดขอบชิ้นงานที่เหมาะสมที่สุดด้วย”

ในทางตรงกันข้าม Engis Corporation ได้พัฒนาเครื่องมือและกระบวนการผลิตขั้นสูงสำหรับการเก็บผิวเรียบที่แม่นยำของส่วนประกอบที่มีเส้นผ่านศูนย์กลางคู่ ทำให้สามารถเจาะรูแบบขั้นบันไดได้พร้อม ๆ กันในขณะที่คงค่าความคลาดเคลื่อนของเส้นผ่านศูนย์กลางไว้ต่ำกว่าหนึ่งไมครอนในสภาพแวดล้อมการผลิต เครื่องมือเพชร (Diamond tooling) ที่มีความแม่นยำของบริษัทผลิตขึ้นเพื่อส่งมอบกระบอกสูบ (Bore cylindricity) คุณภาพสูง ผิวเรียบ และศูนย์กลางระหว่างรูเจาะแต่ละอัน นอกจากนี้ ด้วยการออกแบบของบริษัท การชดเชยขนาดแยกสำหรับเส้นผ่านศูนย์กลางแต่ละเส้นสามารถทำได้ง่ายและรวดเร็ว ในขณะที่เครื่องมือเพชรที่มีอายุการใช้งานยาวนาน ช่วยลดต้นทุนต่อชิ้นสำเร็จรูป ทำให้มีการการผลิตที่เพิ่มขึ้นและใช้จำนวนสปินเดิลที่ลดลง ข้อดีที่สำคัญอื่นๆ ของการเก็บผิวเรียบของรูเจาะเส้นผ่านศูนย์กลางคู่ (Dual diameter bore finishing) แบบ single-pass ประกอบด้วย การออกแบบปลอกแบบแยกส่วน (Split sleeve design) ซึ่งช่วยให้ปรับขนาดได้อย่างอิสระ น็อตปรับแยก ปลอกสองอันบนแมนเดรลเดียวกัน และศูนย์กลางรูที่การพัฒนาดีกว่าเดิม (The improved bore concentricity) โดยที่ทรงกระบอกของรูแต่ละอันจะต่ำกว่าสองไมครอน
ดอกสว่านและดอกกัดระดับไมโครคาร์ไบด์ที่มีความแม่นยำสูง
หากพูดถึงดอกสว่านไมโครที่แม่นยำ ต้องยกให้ Walter ซึ่งเป็นดอกสว่าน Supreme คุณภาพสูง โดยบริษัทที่ Tübingen ได้เปิดตัวผลิตภัณฑ์ใหม่ 2 แบบเพื่อขยายความต้องการของผู้ใช้งาน

ในการขยายโปรแกรม ดอกสว่านไมโคร Walter Titex DB133 Supreme ที่มีการระบายความร้อนภายในได้ ออกแบบมาสำหรับการตัดเฉือนชิ้นส่วนที่มีความแม่นยำ การพัฒนาที่ไม่นานมานี้ พบว่าซีรีส์นี้ขยายเพิ่มขึ้นด้วยดอกสว่านไมโครคาร์ไบด์ DB133 Supreme ในขนาด 5, 8 และ 12XD สารหล่อเย็นผ่านทะลุ DB133 Supreme มีการเคลือบ AlCrN สำหรับ 5XD ใช้การเคลือบ WJ30EL แบบเต็มความยาวร่องฟัน อย่างไรก็ตาม ดอกสว่าน 8XD และ 12XD ที่ยาวกว่านั้นคือ WJ30ER โดยมีการเคลือบผิวที่จุดดอกสว่านเท่านั้น ไม่ใช้ความยาวร่องฟันทั้งหมด ซึ่งจะช่วยคายเศษจากการตัดเพิ่มเติมในรูที่ลึกกว่า
ดอกสว่าน Walter Titex DB133 มีมุมจุด 140° เพื่อ positive engagement ใน pilot hole ที่ผลิตโดย DB131 โดย DB133 มีซีรี่ส์เริ่มต้นที่เส้นผ่านศูนย์กลาง 0.7 มม. และเพิ่มทีละ 0.05 มม. สำหรับดอกสว่านที่ใหญ่ที่สุดในกลุ่มผลิตภัณฑ์ 1.984 มม. ความยาวร่องโดยรวมของดอกสว่าน 5XD, 8XD และ 12XD ขนาดเส้นผ่านศูนย์กลาง 0.7 มม. คือ 6 มม., 8 มม. และ 11 มม. และ 17 มม., 23 มม. & 31 มม. ตามลำดับสำ หรับดอกสว่านขนาดเส้นผ่านศูนย์กลาง 1.984 มม. 5XD, 8XD และ 12XD ที่ใหญ่ที่สุด โปรแกรมทั้งหมดใช้ด้ามขนาดเส้นผ่านศูนย์กลาง 3 มม. ที่มีดอกสว่านทั้งหมดประกอบด้วยร่องกราวด์ที่มีความแม่นยำ และช่องจ่ายน้ำหล่อเย็นสองช่องที่เพิ่มระยะห่างเศษจากการตัดและประสิทธิภาพการระบายความร้อนให้สูงสุด

Mapal ได้มีการขยายกลุ่มผลิตภัณฑ์ดอกสว่านโซลิดคาร์ไบด์ เข้าสู่อุตสาหกรรมการตัดเฉือนเหล็กกล้า เพื่อนำเสนอเครื่องมือที่เหมาะสมสำหรับการตัดเฉือนแบบไมโคร ซีรี่ส์ Micro-Drill สำหรับช่วงเส้นผ่านศูนย์กลางตั้งแต่ 1.0 ถึง 2.9 มม. พร้อมระบบระบายความร้อนภายในทำให้ผู้ใช้สามารถเจาะที่ระดับความลึก 5xD, 8xD และ 12xD การลบมุมไกด์ 4 มุม ซึ่งมีคุณสมบัติการไกด์ที่ดีที่สุด ผู้เชี่ยวชาญด้านเครื่องมือได้พัฒนารูปทรงโดยเฉพาะสำหรับการตัดเฉือนเหล็กกล้าที่มีขนาดเล็กมากอย่างมีประสิทธิภาพและประหยัดยิ่งขึ้น ตามที่บริษัทระบุ รูปร่างร่องฟันที่มีแกนเทเปอร์ช่วยให้สามารถขจัดเศษโลหะจากการตัดได้ดีเยี่ยม แม้จะใช้กับวัสดุเหล็กที่ทนทาน รับประกันประสิทธิภาพสูงสุดและอายุการใช้งานของเครื่องมือด้วยการผสมผสานวัสดุตัดเฉือนแบบใหม่และรูปทรงไมโครที่ได้รับการดัดแปลงเป็นพิเศษ
บริษัท Inovatools ได้เปิดตัวชุดดอกกัด Inomed สำหรับการใช้งานดอกสว่านระดับไมโคร ซึ่งเน้นไปที่ทางการแพทย์เป็นพิเศษ โปรแกรมนี้ทำให้การเลือกเครื่องมือทำได้ง่ายและรวดเร็ว และมีการเปิดตัวเลือกใหม่สำหรับการกัดที่มีความแม่นยำสูงในช่วงไมโคร มีเส้นผ่านศูนย์กลางระหว่าง 0.1 มม. ถึง 20.0 มม. บริษัทยังมีการพัฒนาและผลิตเครื่องมือพิเศษสำหรับงานเจาะและกัดที่ซับซ้อนด้วยความแม่นยำและถูกต้องสูงสุดในช่วง μ อีกทั้งบริษัทยังมีบริการ Special Tool Express Service หรือบริการพิเศษสำหรับเครื่องมือด่วน โดยผู้ผลิตจะได้รับใบเสนอราคาที่เหมาะกับความต้องการเฉพาะ ใช้เวลาไม่นานภายใน 24 ชม. สำหรับดอกกัดและดอกสว่านโซลิดคาร์ไบด์ (SC) พิเศษในขนาดตั้งแต่ 0.1 มม. ถึง 32 มม. โดยการออกแบบมาเป็นพิเศษสำหรับความต้องการส่วนบุคคล รวมถึงการเตรียมคมตัด (Edge preparation) และการเคลือบ PVD จึงสามารถจัดส่งงานถึงมือลูกค้าได้ภายในเวลาเพียงหนึ่งสัปดาห์เท่านั้น”
โปรแกรมไมโครแมชชีนนิ่งที่สมบูรณ์แบบ
ผู้เชี่ยวชาญด้านการเจาะมักใช้คำว่า ดอกสว่านระดับไมโคร สำหรับรูที่มีเส้นผ่านศูนย์กลางน้อยกว่า 3 มิลลิเมตร อย่างไรก็ตาม ดอกกัดโซลิดคาร์ไบด์ที่เป็นวัสดุเครื่องมือไม่ได้ถูกนำไปใช้ในทุกด้านของการใช้งาน โดยเฉพาะอย่างยิ่งกับการผลิตซีรีส์ขนาดเล็กและขนาดกลาง เนื่องด้วยข้อจำกัดด้านสภาวะการตัดเฉือนที่ไม่เสถียรและความเหนียวที่สม่ำเสมอ ทำให้ผู้ใช้งานยังคงพึ่งพาเครื่องมือเจาะในเหล็กกล้าความเร็วสูง (HSS/HSCO) ต่อไปในขณะนี้ ดอกสว่านที่มีความแม่นยำระดับไมโคร (Micro-precision drill) ของ Gühring ในเหล็กกล้า HSS-E เป็นแบบผงโลหะ มีความโดดเด่นด้านความทนทานต่อการสึกหรอสูงมาก ความเหนียวสูงและความเสถียรของคมตัด ซึ่งมีความสำคัญอย่างยิ่งภายใต้สภาวะการตัดเฉือนที่ไม่เสถียร เหล็กกล้า HSS-E ที่ผลิตด้วยผงโลหะ มีโครงสร้างที่เป็นเนื้อเดียวกัน เหมาะสำหรับดอกสว่านที่มีความแม่นยำระดับไมโคร

ในด้านเครื่องมือคาร์ไบด์ Gühring ได้ขยายซีรีส์นี้ไปยังส่วนไมโครแมชชีนนิ่งด้วย RF100 Micro Diver ใหม่ กลุ่มผลิตภัณฑ์กัดความแม่นยำระดับไมโครใหม่เป็นเครื่องมืออเนกประสงค์สำหรับทุกวัสดุและการใช้งาน RF100 Micro Diver ให้การกัดเซาะ (Plunging) และการกัดในเครื่องมือเดียว ให้ค่าการตัดสูงสุดด้วยระยะกินลึกที่สูงมาก RF100 Micro Diver มีจำหน่ายในสองรุ่น ได้แก่ รุ่น 6808 และ 6809 โดดเด่นด้วยหน้าเจาะแบบสมมาตร (Symmetrical drilling face) เพื่อความมั่นคงขณะขึ้นทางลาด (Ramping) และการเจาะ รูปทรงที่เปลี่ยนแบบใหม่เพื่อปรับปรุงความแข็งแกร่ง และรูปแบบร่องฟันที่เป็นนวัตกรรมใหม่ที่ช่วยเพิ่มความแข็งแกร่งและขจัดการสั่นสะเทือน
ดอกกัดเอ็นมิล สำหรับการใช้งานที่แม่นยำสุดๆ
ดอกกัดเอ็นมิลทรงสี่เหลี่ยม (Square) รัศมี (Radius) และบอลโน๊ต (Ball nose) ซีรีย์ V แบบใหม่ จาก Union Tool เป็นกลุ่มผลิตภัณฑ์ดอกกัดที่มีแม่นยำคุณภาพสูง ด้วยด้ามที่มีขนาดเส้นผ่านศูนย์กลาง 3 มม. เพื่อรองรับร้านขายเครื่องจักรที่เผชิญกับความท้าทายของการตัดเฉือนชิ้นส่วนขนาดเล็ก
ด้วยการกราวด์ของด้าม (Shanks ground) เป็น h4 บนเครื่องเจียรเฉพาะทาง ลูกค้าจึงมั่นใจได้ในคุณภาพของชุดเครื่องมือ Union Tool ใหม่นี้ ระดับความเที่ยงตรงนี้ยังช่วยเพิ่มศักยภาพการตัดเฉือนเมื่อทำการกลึงด้วยความเร็วสูงด้วยคอลเลทระดับไฮเอนด์ และระบบการหดตัว ซีรีส์ V มีให้เลือกสามรุ่น ได้แก่ VHLS, VHLRS และ VHSLB ซึ่งมีรูปทรงสี่เหลี่ยม รัศมี และบอลโน๊ต โดยดอกกัดโซลิดคาร์ไบด์ ซีรีส์ V ได้รับการพัฒนาด้วยเทคโนโลยีการเคลือบ Hardmax ของ Union Tool เพื่อให้เป็นส่วนผสมที่ลงตัวระหว่างความแข็ง ความทนทาน และความต้านทานความร้อนสำหรับการตัดเฉือนวัสดุแข็งตั้งแต่ 40HRc ถึงประมาณ 65HRc การเคลือบที่ทนทานนี้ทำให้ ซีรีส์ V เหมาะสำหรับการตัดวัสดุที่หลากหลายตั้งแต่คาร์บอน โลหะผสม เหล็กที่ผ่านการชุบแข็งเรียบร้อยแล้ว ไปจนถึงเหล็กแข็ง โลหะผสมทนความร้อน และอื่นๆ อีกมากมาย
ผลิตจากเม็ดมีดซุปเปอร์ไมโครเกรนที่มีเกลียว 30° พื้นราบและหน้าลายที่ปรับให้เหมาะสม ซึ่งแสดงให้เห็นถึงความยืดหยุ่นสูงสุดเมื่อตัดเฉือนวัสดุที่ท้าทายด้วยเครื่องมือขนาดเล็กมาก ซีรียส์ V เป็นตัวเลือกที่เหมาะสมสำหรับการตัดเฉือนที่มีเส้นผ่านศูนย์กลางเครื่องมือเล็กเพียง 0.1 มม.

สำหรับการใช้งานโปรไฟล์ขนาดเล็กมากและชิ้นส่วนที่ต้องการความแม่นยำสูงสุด กลุ่มเครื่องมือดอกกัดบอลโน๊ตรุ่น VHSLB แบบ 2 ฟันมีพร้อมใช้งาน ช่วงดอกกัดที่มีความเที่ยงตรงสูงนี้ใช้ได้กับบอลโน๊ตที่มีขนาดตั้งแต่ R0.05 มม. และขยายได้ถึง 0.1, 0.15, 0.2, 0.25, 0.3, 0.4, 0.5, 0.75, 1 และ 1.5 มม. ยกเว้นเครื่องมือ R0.05 ที่เล็กที่สุดที่มีความยาวร่องฟันใช้งานจริง 0.3 มม. เส้นผ่านศูนย์กลางของเครื่องมือทุกเส้นในกลุ่ม VHSLB นั้นมีความยาวตัดที่มีประสิทธิภาพที่หลากหลายเพื่อให้เกิดความเสถียร ความแข็งแรง และความแข็งแกร่งอย่างสมบูรณ์สำหรับงานเฉพาะที่อยู่ในมือ
เครื่องมือคาร์ไบด์และ PCD
Sandvik Coromant ได้เปิดตัว microdrill รุ่นใหม่ 2 แบบ สำหรับการตัดเฉือนที่มีความเที่ยงตรงสูง ได้แก่ Coro Drill 462 ที่มีรูปทรง -XM และ Coro Drill 862 ที่มีรูปทรง -GM รองรับอุตสาหกรรมที่ต้องการการผลิตชิ้นส่วนขนาดเล็ก เช่น การแพทย์ ยานยนต์ อิเล็กทรอนิกส์ และอวกาศ ดอกสว่านใหม่ได้รับการออกแบบมาเพื่อให้ครอบคลุมวัสดุชิ้นงานได้หลากหลาย โดยที่ความแม่นยำเป็นจุดเด่นที่สำคัญของรุ่นนี้้
ดอกสว่าน Coro 462 และ 862 คือดอกสว่านแบบไมโครรุ่นใหม่ จาก Sandvik Coromant มีจำหน่ายในรูปทรงแบบใหม่ เพื่อให้เส้นผ่านศูนย์กลางการตัดและความยาวที่หลากหลาย ดอกสว่านมีฟังก์ชั่นการใช้งานที่เพิ่มขึ้นเทียบกับรุ่นก่อนหน้า
ดอกสว่านมีการดัดแปลงเป็นพิเศษเพื่อจัดการงานที่มีความยากในระดับไมโคร เช่นเดียวกับการใช้งานในระดับมาโคร ที่จำเป็นต้องมีน้ำหล่อเย็นที่มีคุณภาพเพื่อขจัดเศษโลหะที่เกิดจากการตัดได้อย่างมีประสิทธิภาพ เมื่อทำการเจาะรูลึกด้วยเครื่องมือระดับไมโคร ทั้ง Coro Drill 462 และ 862 สามารถเจาะความลึกของรูที่มีเส้นผ่านศูนย์กลางสูงสุด 9 เท่า (xD) ได้อย่างง่ายดายเมื่อใช้ระบบจ่ายน้ำหล่อเย็นภายนอก และยังมีตัวเลือกระบบจ่ายน้ำหล่อเย็นตลอดสำหรับการเจาะขนาดเส้นผ่านศูนย์กลาง 1.00 มม. ขึ้นไป และความลึกของรูสูงสุด 16xD การใช้น้ำหล่อเย็นอย่างมีประสิทธิภาพไม่เพียงช่วยให้เครื่องมือเจาะรูลึกขึ้น แต่ยังช่วยยืดอายุการใช้งานของเครื่องมือและลดความเสี่ยงที่เศษโลหะจะติดในระหว่างกระบวนการผลิต
ดอกสว่าน Coro 862 เหมาะอย่างยิ่งสำหรับการเจาะรูขนาดเส้นผ่านศูนย์กลาง 1.00 มม. ถึง 3.00 มม. ในวัสดุทุกประเภท เมื่อใช้พร้อมกับน้ำหล่อเย็นภายใน นอกจากการเจาะทั่วไปแล้ว Coro Drill 862 ยังรองรับการเจาะแบบอื่นๆ ที่หลากหลาย เช่น รูแบบไขว้ (Cross hole) การเจาะเรียงซ้อน (Stack drilling) การเจาะนูน (Drilling convex) และพื้นผิวเว้า (Concave surface)
Coro Drill 462 และ 862 นอกจากเป็นเครื่องมือคาร์ไบด์ที่มีพร้อมจำหน่ายในท้องตลาดแล้ว ยังสามารถปรับแต่งตามต้องการได้อีกด้วย ซึ่งสามารถกำหนดค่าเครื่องมือตามเส้นผ่านศูนย์กลาง ความยาวที่ใช้งานได้ ความยาวเส้นผ่านศูนย์กลางสเต็ป (Step-diameter) และเส้นผ่านศูนย์กลางของด้าม ซึ่งเหมาะสำหรับผู้ผลิตที่ต้องการดอกกัดระดับไมโครตามสั่ง นอกจากนี้ ลูกค้ายังสามารถซื้อ Coro Drill 862 ที่มีคมตัดเส้นเพชรโพลีคริสตัลไลน์ (PCD) PCD มีความทนทานต่อการสึกหรอมากกว่าโซลิดคาร์ไบด์ถึง 100 เท่า นอกจากนี้ เครื่องมือ PCD ยังมีความแม่นยำสูงและมีความคลาดเคลื่อนต่ำกว่าเครื่องมือโซลิดคาร์ไบด์ Sandvik กล่าวว่า หากลูกค้าที่ต้องดอกสว่านระดับไมโครสำหรับวัสดุที่มีความยากในการเจาะรู เช่น ไททาเนียม อลูมิเนียม แก้ว และเซรามิก จึงขอแนะนำเป็น PCD
อ้างอิง: https://www.etmm-online.com/micro-cutting-tools-enablers-for-a-fast-growing-market-a-1097808/
บทความที่เกี่ยวข้อง:
About The Author
You may also like
-
แนวคิดการย้ายฐานการผลิตกลับสู่ประเทศตนเองได้รับความสนใจอีกครั้งในสหราชอาณาจักร
-
ตลาดยุโรปเตรียมพร้อมสำหรับการเติบโตครั้งใหญ่ของพลาสติกชีวภาพ
-
ระบบคอลเล็ต PG เพิ่มความปลอดภัยในการตัดเฉือนที่แม่นยำ มั่นใจมีดตัดนิ่ง ไม่มีหลุด
-
Seco ยืดอายุการใช้งานเครื่องมือได้ถึง 20 เท่า!! สำหรับตัดวัสดุเหล็กหล่อของ Scania
-
Mega 12DS หัวจับเครื่องมือ เพื่อการกัดแบบโทรคอยด์ประสิทธิภาพสูง