

การใช้เทคโนโลยีการผลิตเพื่อให้ได้ผลิตภัณฑ์ที่คุณภาพตามต้องการนั้น การควบคุมพารามิเตอร์ต่าง ๆ ต้องมีความเสถียรและมีประสิทธิภาพ ในกรณีของเครื่องกัดเนื้อโลหะด้วยไฟฟ้า (EDM- Electro-Discharge Machining) ความสามารถในการควบคุมการปล่อยประกายไฟ (Spark) ให้มีความต่อเนื่องสม่ำเสมอ ส่งผลโดยตรงต่อคุณภาพของพื้นผิวชิ้นงาน สิ่งที่ทำให้เครื่อง EDM แตกต่างกัน คือ ประสิทธิภาพในการจัดการกับพารามิเตอร์ให้มีความเสถียรและน่าเชื่อถือ บทความนี้กล่าวถึงบริษัทเครื่อง EDM ที่จัดการพารามิเตอร์ต่าง ๆ โดยใช้เทคโนโลยีการควบคุมด้วยดิจิทัล ทำให้เกิด Feedback สถานะการตัดแบบ Real-Time เพื่อปรับพารามิเตอร์ให้เหมาะสม รวดเร็ว มีประสิทธิภาพ ส่งผลให้พื้นผิวที่ได้มีคุณภาพ อีกทั้งยังช่วยประหยัดต้นทุนทั้งค่าแรงและเวลาอีกด้วย
Excetek บริษัทผู้เชี่ยวชาญเครื่องมือกลประเภท EDM ได้มุ่งเน้นในนวัตกรรมและการพัฒนาเพื่อตอบโจทย์ความต้องการด้านประสิทธิภาพพลังงาน ตั้งแต่เครื่องกำเนิดไฟฟ้าที่ออกแบบเพื่อให้ทำงานอย่างมีประสิทธิภาพสูงสุด ไปจนถึงความสามารถในการปฏิบัติงานของเครื่องจักรเป็นเวลายาวนานข้ามคืน เพื่ออัตราการใช้ไฟฟ้าที่ถูกกว่าและได้ผลิตภาพต่อต้นทุนพลังงานที่สูงกว่า



Excetek Gplus เครื่อง CNC EDM แบบลวด ค่าความหยาบของพื้นผิวที่ Ra 0.3 ไมครอน
(ที่มา: Excetek)
การตัดเฉือนด้วยไฟฟ้า (Electro-Discharge Machining : EDM) เป็นกระบวนการตัดเฉือนวัสดุที่นำไฟฟ้าได้โดยใช้พลังงานความร้อน (โดยการหลอมละลายและระเหยกลายเป็นไอ) ซึ่งเกิดจากประกายไฟที่เกิดขึ้นระหว่างอิเล็กโทรดและชิ้นงาน กระบวนการ EDM ส่วนใหญ่ใช้กับชิ้นส่วนที่ทำจากวัสดุที่แข็ง มีรูปทรงซับซ้อน มีลักษณะเฉพาะตัว อย่างเช่น ความแข็งแกร่ง ความทนทานต่ออุณหภูมิ พื้นผิวตกแต่งที่ดี และขนาดที่ถูกต้อง


ในขณะที่กระบวนการตัดเฉือนโดยใช้ EDM นั้นเป็นไปตามกฎฟิสิกส์ แต่สิ่งที่ทำให้เครื่อง EDM แตกต่างกัน คือ เทคโนโลยีเครื่องกำเนิดไฟฟ้าและวงจรควบคุมที่เป็นสิ่งสำคัญในการสร้างประกายไฟ “Excetek ลงทุนทรัพยากรจำนวนมากทั้งเครื่องกำเนิดไฟฟ้าที่สร้างประกายไฟที่จำเป็นและวงจรควบคุมที่มั่นใจได้ว่านำไปใช้กับชิ้นงานได้อย่างมีประสิทธิภาพสูงสุด” Ian Holbeche กรรมการผู้จัดการของบริษัทตัวแทนในสหราชอาณาจักรและไอร์แลนด์เครื่อง EDM แบบการตัดชิ้นงานด้วยลวด เครื่องกัดชิ้นงานด้วยไฟฟ้า และแบบเจาะรู กล่าว “ระบบพลังงานฝังในตัวของ Excetek ใช้เทคโนโลยีการจัดการพลังงานดิจิทัล (Digital Power Management – DPM) อย่างกว้างขวางภายในโมดูลการปล่อยไฟฟ้าที่เสถียรทำให้แน่ใจว่าความผันผวนของแหล่งไฟฟ้าจะไม่ส่งผลกระทบต่อคุณภาพหรือความเร็วของกระบวนการ EDM ดังนั้น แรงดันไฟฟ้าจุดสูงสุดหรือต่ำสุดใด ๆ ถูกปรับให้เรียบและเสถียร เพื่อควบคุมประกายไฟที่สร้างขึ้นที่อินเตอร์เฟซของชิ้นงาน”
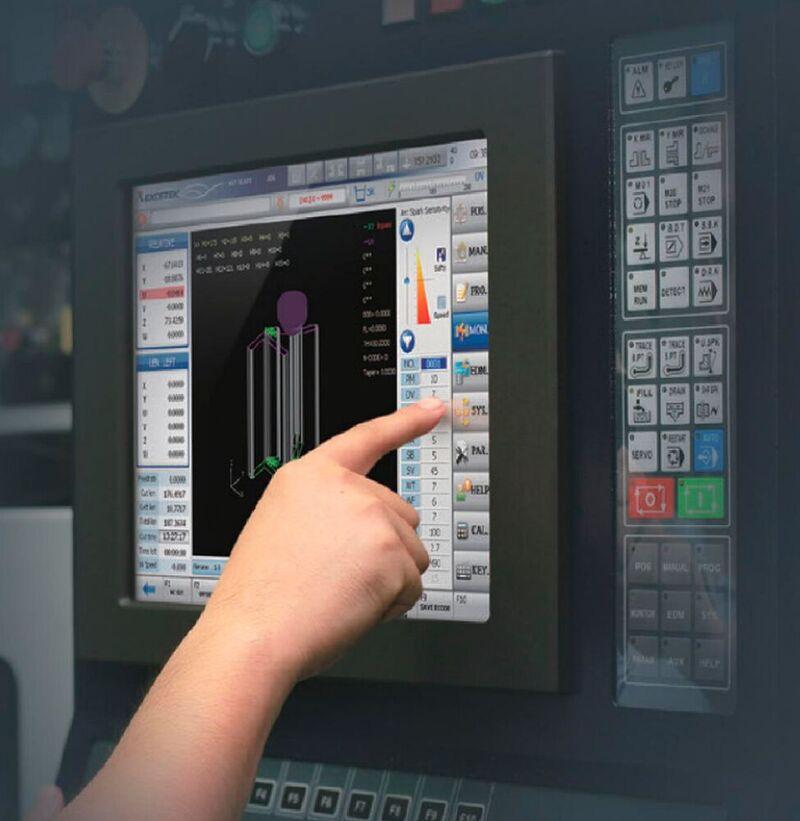
ระบบควบคุม CNC สามารถคำนวณบริเวณที่จะปล่อยกระแสไฟฟ้าตามความจุที่มีอยู่ได้
(ที่มา: Excetek)
คุณภาพพื้นผิวที่ทำออกมาจากเครื่อง ช่วยลดความจำเป็นที่จะต้องตกแต่งแบบละเอียด
กระบวนการ EDM ได้รับการยอมรับให้เป็นการสร้างพื้นผิวที่ดีมาก และเครื่อง CNC EDM แบบลวดรุ่นล่าสุดของ Excetek Gplus ได้ยกระดับขึ้นไปอีกขั้นด้วยพื้นผิวที่มีค่าความหยาบผิวที่ Ra 0.3 ไมครอน และวงจรการตกแต่งอย่างละเอียด (Super Finish) ยังสามารถลดความขรุขระลงไปได้อีกที่ค่าความหยาบผิว Ra 0.14 ไมครอน Ian Holbeche กล่าวว่า “ประโยชน์ที่ได้รับ คือ ประหยัดขั้นตอนและเวลาในการตกแต่งผิวเพิ่มขึ้น อย่างเช่น การเจียร การขัด การตะไบ เพื่อให้ได้ลักษณะเฉพาะของพื้นผิวชิ้นส่วนที่ต้องการ
(ผู้เขียน: การตกแต่งความละเอียดด้วยมือเป็นต้นทุนทั้งแรงงานและเวลา ถ้าเครื่องสามารถทำพื้นผิวคุณภาพที่ต้องการออกได้เลย ก็จะช่วยประหยัดต้นทุนตรงนี้ได้)
การควบคุมการปล่อยกระแสไฟฟ้าแบบดิจิทัล ทำให้เกิดการตอบสนองต่อการตัดที่รวดเร็ว
การออกแบบพลังงานไฟฟ้าที่ฝังในตัว ทำให้เกิด Feedback สถานะการตัดแบบ Real-Time กระบวนการมีความเสถียร ความเร็ว และความแม่นยำในการตัดให้ดีขึ้น และยังสนับสนุนผลประโยชน์ในด้านต่าง ๆ เช่น การป้องกันการแตกของมุม การควบคุมมุมอัจฉริยะ และการทำงานที่เร็วขึ้น
“ในด้านของความเร็วและความเชื่อถือได้ Excetek มีระบบร้อยลวดอัตโนมัติ ที่ป้อนลวดใหม่ตรงจุดที่ลวดขาด นั่นเป็นสิ่งหนึ่งในระบบที่ดีที่สุด อีกทั้งยังรองรับการทำงานโดยไม่ต้องมีผู้ควบคุมเครื่อง แต่อย่างไรก็ตาม ควรหลีกเลี่ยงไม่ให้ลวดขาดจะดีกว่า และการควบคุมประกายไฟในเวลาจริง จะทำให้เกิดการตอบสนองการตัดได้อย่างรวดเร็วและมีประสิทธิภาพได้ สามารถเพิ่มความเร็วในการตัดมุมได้ 35 เปอร์เซ็นต์และยังลดโอกาสลวดขาดได้ถึง 90 เปอร์เซ็นต์ ด้วยระดับการควบคุมดิจิทัลที่มี” Ian Holbeche กล่าว
เทคโนโลยีการปล่อยกระแสไฟฟ้าที่ควบคุมดิจิทัลไม่เพียงแต่ทำให้การตัดมุมมีความรวดเร็วขึ้น ด้วยสัญญาณดิจิทัลที่ใช้ในการตรวจจับความหนาแน่นของการปล่อยกระแสไฟฟ้า ทำให้ระบบการควบคุม CNC สามารถคำนวณบริเวณที่จะปล่อยกระแสไฟฟ้าตามความจุที่มี และใช้การปล่อยพลังงานไฟฟ้า ความตึงของลวด และการไหลของน้ำที่ถูกต้องเพื่อปรับปรุงความเร็วและความแม่นยำ โดยทั่วไปสามารถลดเวลาตัดลงได้ 30-40 เปอร์เซ็นต์
การควบคุมช่วงอุณหภูมิของเหลวไดอิเล็กทริกเพื่อขจัดเศษ EDM เป็นการกัดด้วยไฟฟ้าที่มีประสิทธิภาพ
การไหลของน้ำหรือของเหลวไดอิเล็กทริกมีความสำคัญต่อกระบวนการ EDM เนื่องจากประกายไฟระหว่างอิเล็กโทรดและชิ้นงานมีความร้อน ลักษณะเฉพาะของของไหลไดอิเล็กทริก คือ ทำงานเป็นฉนวนไฟฟ้าจนกว่าจะมีแรงดันไฟฟ้ามากพอที่จะเปลี่ยนให้กลายเป็นตัวนำไฟฟ้า เมื่อประกายไฟฟ้าดับลงของเหลวไดอิเล็กทริกจะคลายประจุกลับมาเป็นฉนวนไฟฟ้า วัสดุอิเล็กโทรดและชิ้นงานจะกลายเป็นไอในปริมาณน้อยในประกายไฟฟ้าแต่ละครั้ง วัสดุยังคงค้างอยู่ในช่องว่างระหว่างชิ้นงานและอิเล็กโทรดในรูปแบบของกลุ่มก้อน หรือที่เรียกกันว่า เศษ EDM ซึ่งต้องนำออกจากบริเวณที่เกิดประกายไฟเพื่อการตัดเฉือนที่มีประสิทธิภาพ การนำออกจากประกายไฟทำได้โดยการปล่อยกระแสของเหลวไดอิเล็กทริกให้ไหลผ่านช่องว่างประกายไฟ โดยปกติแล้วเครื่องทำน้ำเย็นที่มีความแม่นยำสูงจะรักษาอุณหภูมิไดอิเล็กทริกไว้อยู่ที่ +/- 0.2°C เป็นช่วงที่มั่นใจได้ว่าสภาวะการตัดเหมาะสมกับชิ้นงาน
Ian Holbeche กล่าวสรุปว่า “อุตสาหกรรมการผลิตต้องพิจารณาต้นทุนที่แท้จริงในการเป็นเจ้าของเครื่องมือเครื่องจักรใด ๆ ก็ตาม Excetek สามารถเข้ามาช่วยลดต้นทุนการดำเนินการต่าง ๆ ให้เหลือน้อยที่สุดและเป็นการเพิ่มประสิทธิภาพโดยรวม ด้วยราคาซื้อเริ่มต้นของเครื่องที่ต่ำกว่าเครื่องอื่น ๆ ที่มีขนาดเดียวกันอย่างน้อย 25 เปอร์เซ็นต์ พร้อมทั้งแอปพลิเคชันและการบริการหลังการขายที่ยอดเยี่ยม สำหรับเทคโนโลยี EDM ของ Excetek จาก Warwick Machine Tools”
บทความอ้างอิง: https://www.etmm-online.com
บทความอื่นๆ
- แกรไฟต์รีไซเคิล สร้างเครื่องมืออิเล็กโทรดที่ยั่งยืน
- ECP: การขัดด้วยไฟฟ้าเชิงเคมีช่วยให้พื้นผิวแม่พิมพ์เรียบยิ่งขึ้น
- เครื่องมือที่มีความแม่นยำยิ่งขึ้น ส่งผลให้ค่าใช้จ่ายลดลงอย่างไร?
- ผลิตภาพที่เพิ่มขึ้น : การกัดหนักแทนการกัดด้วยประจุไฟฟ้าและขัดเงา
About The Author
You may also like
-
SuperSource : VEGAPULS 6X เซนเซอร์วัดระดับแบบต่อเนื่องด้วยเทคโนโลยีเรดาห์แบบพรีเมียม
-
แถลงจัดงาน THECA 2024 ผลักดันประเทศไทยสู่ฐานผลิต PCB ระดับโลก
-
อินฟอร์มาฯ – ก.พลังงาน ร่วมภาคีเครือข่ายด้านพลังงาน พร้อมจัดงาน ASEAN Sustainable Energy Week 2024
-
อินเตอร์แมค – ซับคอนไทยแลนด์ 2024 เปิดแล้ว ใหญ่จริง จัดเต็ม เทคโนโลยี นวัตกรรม สัมมนาเปิดทางรอดอุตสาหกรรมไทย
-
SuperSource : 3 เหตุผล ทำไมโรงงานต้องวัดค่าความตึงสายพานทุกครั้งก่อนใช้จริง | TT GROUP