

ในระยะหลัง เราจะได้ยินเรื่องความยั่งยืนบ่อยครั้ง บทความนี้เป็นอีกตัวอย่างหนึ่งของการหมุนเวียนของเสียนำกลับมาใช้ใหม่ ในที่นี้ คือ ฝุ่นแกรไฟต์จากกระบวนการกัดด้วยกระแสไฟฟ้า (EDM) ซึ่งการผลิตอิเล็กโทรดจากฝุ่นแกรไฟต์รีไซเคิล กลับมีขั้นตอนการผลิตที่ง่ายและรวดเร็วกว่าการผลิตแกรไฟต์ใหม่มาก ประหยัดทั้งเวลาและต้นทุน
ในกระบวนการกัดด้วยกระแสไฟฟ้า (EDM) แบบ Die-Sinking มักใช้อิเล็กโทรดที่เป็นรูปทรงเรขาคณิตจากแกรไฟต์ ซึ่งกระบวนการเชิงกลในการผลิตอิเล็กโทรดจะมีฝุ่นแกรไฟต์เกิดขึ้น โดยแทนที่จะปล่อยฝุ่นออกไปเป็นมลภาวะต่อสุขภาพของผู้คนและสิ่งแวดล้อม การนำกลับมาทำเป็นอิเล็กโทรดใหม่ ช่วยประหยัดต้นทุนและเวลา จากเดิมการผลิตแกรไฟต์ใหม่ใช้กระบวนการ 4 เดือน มาเป็นไม่เกิน 5 วัน ประหยัด รวดเร็ว และดีต่อสิ่งแวดล้อม โดยในบทความนี้กล่าวถึงโครงการความร่วมมือระหว่างมหาวิทยาลัยและบริษัทเอกชน เพื่อทำกระบวนการที่เป็นต้นแบบให้บริษัทอื่น ๆ สามารถนำไปประยุกต์ใช้ เพื่อประหยัดทรัพยากรและขับเคลื่อนการสร้างความยั่งยืนร่วมกันในวงกว้าง ความร่วมมือนี้เกิดขึ้นในประเทศเยอรมนี เป็นอีกมุมมองหนึ่งที่มองเป็นแบบอย่างได้ ในการสร้างความร่วมมือที่ทำให้ความรู้นำมาใช้งานได้จริง


นักวิจัย IWF (สถาบันเครื่องมือเครื่องจักรกลและการจัดการโรงงาน) แห่งมหาวิทยาลัยเทคนิคกรุงเบอร์ลิน ร่วมมือกับผู้เชี่ยวชาญจาก Gezea GmbH บริษัทผู้ให้บริการทำเครื่องมือและแม่พิมพ์ สามารถทำการรีไซเคิลฝุ่นแกรไฟต์ที่มีอันตรายต่อสิ่งแวดล้อมมาทำเป็นอิเล็กโทรดได้ในเวลาไม่กี่วัน มาดูกันว่าเขาทำอย่างไร?

(ที่มา: Phoenix-Contact)
EDM (การกัดด้วยการปล่อยกระแสไฟฟ้า – Electrical Discharge Machining) ถูกใช้เป็นหลักในการทำเครื่องมือและแม่พิมพ์สำหรับผลิตผลิตภัณฑ์ที่มีสเปคสูง โดย EDM แบบ Die-Sinking ใช้เครื่องมืออิเล็กโทรดส่งผ่านรูปทรงเรขาคณิตด้วยระยะทางเท่า ๆ กันลงไปบนชิ้นงาน โดยใช้แกรไฟต์เนื่องจากมีอุณหภูมิระเหิดสูงประมาณ 3,700°C และมีความต้านทานต่อการสึกหรอ อย่างไรก็ตาม ฝุ่นแกรไฟต์ถูกผลิตขึ้นระหว่างกระบวนการเชิงกลของอิเล็กโทรดเหล่านี้ โดยทั่วไปแกรไฟต์ไม่ได้มีอันตรายต่อสิ่งแวดล้อมเพราะประกอบไปด้วยคาร์บอน แต่แกรไฟต์สามารถนำอันตรายไปสู่สุขภาพในรูปแบบของฝุ่น โดยที่ฝุ่นจะเข้าไปยังทางเดินหายใจและดวงตา ทำให้เกิดอาการระคายเคืองรุนแรง โดยเฉพาะอย่างยิ่งอนุภาคละเอียดสามารถทำลายปอดได้


นอกจากนี้ การกำจัดฝุ่นแกรไฟต์ที่ตกค้างต้องใช้ความพยายามและมีราคาแพงมาก (ในยุโรป) ดังนั้น การนำฝุ่นแกรไฟต์ผ่านกระบวนการเป็นเครื่องมืออิเล็กโทรดสำหรับเครื่องกัดด้วยการปล่อยกระแสไฟฟ้าจึงเป็นแนวทางที่ยั่งยืนและส่งผลดีต่อเศรษฐกิจ
อิเล็กโทรดไฮบริด แกรไฟต์-ทองแดง สำหรับงานกัด EDM
ในระหว่างกระบวนการ EDM อนุภาคที่กัดกร่อนไฟฟ้าอาจสะสม ซึ่งอาจทำให้เกิดการลัดวงจรและประกายไฟได้ ผลกระทบเหล่านี้ส่งผลลบต่อตัวแปรกระบวนการเป้าหมาย เช่น อัตราการขจัดวัสดุ และอัตราการสึกหรอ เพื่อที่จะลดผลกระทบในเรื่องนี้ วิธีการฟลัชออกทั้งแบบ Active และ Passive ได้ถูกรวมเข้าไปเพื่อขจัดอนุภาคสะสมออก ในกรณีที่ความลึกในการป้อนไม่มาก การฟลัชแบบภายนอกจะมีความเหมาะสมโดยเฉพาะ แต่หากความลึกมากการใช้ความดันหรือฟลัชแบบดูดจะมีประสิทธิผลมาก โดยมีช่องฟลัชที่ผนวกเข้าไปในเครื่องมืออิเล็กโทรด
Gezea GmbH ผู้ให้บริการการผลิตเครื่องมือและแม่พิมพ์ Institute for Machine Tools and Factory Management (IWF) Technical University แห่งกรุงเบอร์ลิน ร่วมกันพัฒนาอิเล็กโทรดไฮบริด แกรไฟต์-ทองแดง ที่ทำจากฝุ่นแกรไฟต์ โดยใช้เป็นเครื่องมืออิเล็กโทรดแบบใหม่สำหรับการกัดกร่อนด้วยประกายไฟ เป้าหมายของโครงการนี้เพื่อปกป้องทั้งผู้คนและสิ่งแวดล้อมจากฝุ่นแกรไฟต์ การใช้ฝุ่นแกรไฟต์อย่างเป็นมิตรต่อสิ่งแวดล้อมยังช่วยให้ผลลัพธ์ดีขึ้น โดยการใส่ช่องฟลัชภายในและการใช้วัสดุทางเลือกอย่างทองแดงซึ่งช่วยในการนำความร้อนและไฟฟ้า
แกรไฟต์อิเล็กโทรดที่ใช้งานได้เต็มที่ ใช้เวลาที่สั้นเป็นประวัติการณ์
โดยปกติกระบวนการผลิตเครื่องมืออิเล็กโทรดจากแกรไฟต์ใช้เวลามากกว่า 4 เดือน แต่การใช้ฝุ่นแกรไฟต์ทำให้กระบวนการผลิตลดลง โดยใช้เวลาไม่เกิน 5 วัน ทำให้การทำงานสั้นลง 96% ความแตกต่างของการผลิตหลัก ๆ คือ กระบวนการในการผลิตแกรไฟต์ใหม่ต้องใช้หลายขั้นตอน ตั้งแต่การบดวัสดุพื้นฐาน (Base Material) การทำให้ชุ่มด้วย Pitch และ Graphitization เพื่อเปลี่ยนแปลงจากโครงสร้างอสัณฐานไปเป็นโครงสร้างผลึก ในขณะที่ฝุ่นแกรไฟต์นั้นเป็นโครงสร้างผลึกอยู่แล้ว เทคโนโลยีการทำกระบวนการใหม่จากฝุ่นแกรไฟต์ไปเป็นเครื่องมืออิเล็กโทรด ประกอบด้วยเพียงการร่อนตะแกรง (Sieving) การบด และการผสมกับผงโลหะ ตามด้วยการกด การเผาผนึกและการทำหลังกระบวนการด้วยการกัด (ภาพที่ 2).
![Figure 2: a) Comparison of the usual production of graphite electrodes with all process steps [GAB22, GRA22]. And b) the environmentally friendly, new method to be developed during the project using graphite dust.](https://lh4.googleusercontent.com/y6PD3bOEW8zb_64NAjw2JbWG_AiwPC63uPIuij4VOAG_4DRlYDx5_2gffOpsUaaMs1X8YcuoGpdqsit61-0gMhu5qD61Fv-tN-WK1WYS7j0h1Z8cLz-IDyyAAfKSrPMrdR6ncrIIAjDr2K9ixw3aWYz0Ie-oUVC5udh0wPHAEwjZSZyE1P1d1m36ix8SdPA6plJeYnSN8Q)
ภาพที่ 2:
a) การเปรียบเทียบการผลิตอิเล็กโทรดแกรไฟต์ปกติที่มีทุกขั้นตอน
b) วิธีใหม่ที่เป็นมิตรต่อสิ่งแวดล้อมที่พัฒนาขึ้นระหว่างโครงการโดยใช้ฝุ่นแกรไฟต์
(ที่มา: IWF)
ข้อดีของอิเล็กโทรดไฮบริด แกรไฟต์-ทองแดง
ขั้นตอนแรก แกรไฟต์จะถูกคัดแยกเป็น 3 กลุ่มตามขนาด อนุภาคที่ใหญ่เกินไปจะถูกบดเพิ่มให้ละเอียด การเพิ่มผงทองแดงเข้าไปในฝุ่นแกรไฟต์ในสัดส่วนที่แตกต่างกัน ช่วยเพิ่มการนำไฟฟ้าและความร้อน เมื่อเปรียบเทียบกับแกรไฟต์บริสุทธิ์ การผสมผงทองแดงลงไปทำให้อัตราการขจัดวัสดุ (Removal Rate) เพิ่มขึ้นมากถึง 30% และในเวลาเดียวกันการสึกหรอสัมพัทธ์ (Relative Wear) ลดลงมากถึง 10% แต่เพื่อให้ได้ผลลัพธ์แบบนี้ ต้องทำให้แน่ใจว่าระดับความพรุน (Porosity) ของอิเล็กโทรดต้องไม่เกิน 5% ไม่เช่นนั้นแล้ว ค่าการนำไฟฟ้าจะลดลงและการสึกหรอสัมพัทธ์จะเพิ่มขึ้น
ส่วนผสมแกรไฟต์-ทองแดงจะถูกกดด้วยความดัน 300 MPa และท้ายที่สุดถูกเผาผนึก (Sintering) ด้วยอุณหภูมิและเวลาที่กำหนด พารามิเตอร์ต่าง ๆ ได้รับการทดลอง ความต้านทานไฟฟ้า ความหนาแน่น ความพรุน ความแข็งแรงทางแรงกด ถูกกำหนด
ขั้นตอนสุดท้าย การตกแต่งด้วยการกัด โดยกำหนดความยาวไม่เกิน 6 ไมครอนสำหรับการกัดหยาบ และไม่เกิน 2 ไมครอนสำหรับเทคโนโลยีการกัดตกแต่ง (รูปที่ 3) ในการกำหนดขนาดอนุภาค และสัดส่วนมวลทองแดงที่เหมาะสม มีการดำเนินการกัดทดสอบ โดยกำหนดระยะเวลากัดกร่อน การสึกหรอสัมพัทธ์และลักษณะความหยาบของพื้นผิว
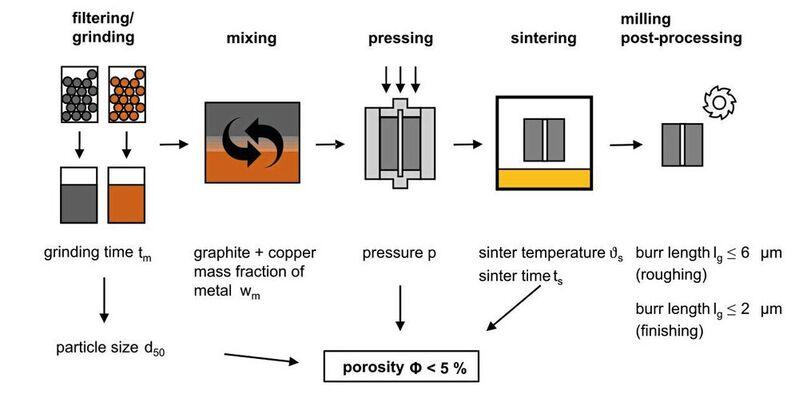
รูปที่ 3: พารามิเตอร์ที่เกี่ยวข้องต่าง ๆ ของเทคโนโลยีการทำกระบวนการใหม่ (Reprocessing) ที่ได้รับการพัฒนาขึ้นจากฝุ่นแกรไฟต์ที่เป็นอันตรายต่อสิ่งแวดล้อม ไปเป็นวัสดุอิเล็กโทรดใหม่ที่เป็นคอมโพสิตโลหะ
(ที่มา: IWF)
การจำลองต่าง ๆ ได้ถูกตรวจสอบในทางปฏิบัติ ด้วยการทดสอบการกัดกร่อนจริง
การรวมช่องฟลัชภายในเข้าไปจะถูกรวมกันในกระบวนการเผาผนึก ซึ่งสามารถสร้างโครงแบบที่มีความซับซ้อนมากขึ้นได้ เพื่อการนี้จึงมีการจำลองกลศาสตร์ของไหล (Fluid Mechanical Simulation) ที่ n = 125 เพื่อตรวจสอบโครงแบบฟลัช (Flush Configuration) ที่แตกต่างกัน จำนวนช่องฟลัช ระยะรัศมีระหว่างช่อง เส้นผ่านศูนย์กลางช่อง มีความแตกต่างกันภายในโมเดลจำลอง เพื่อตรวจสอบว่าโครงแบบช่องฟลัชแบบใดที่เหมาะสำหรับการขจัดอนุภาคโดยเฉพาะ พิจารณาจากผลลัพธ์ความเร็วการไหลในช่องว่างการทำงาน (Working Gap) และเพื่อให้แน่ใจว่าการจำลองด้วยพารามิเตอร์กระบวนการเป็นจริง คู่ขนานกัน มีการทดสอบการกัด EDM จริง ด้วยการทดสอบเหล่านี้ อัตราการขจัด ระยะเวลากัดกร่อน การสึกหรอสัมพัทธ์ สามารถนำมาสัมพันธ์กันกับโครงแบบฟลัชที่จำลองขึ้นได้
เป้าหมายของโครงการ คือ การลดเวลากัดกร่อนและการสึกหรอสัมพัทธ์ลง 30% ผ่านการฟลัชที่ปรับปรุงให้ดีขึ้นด้วยช่องทางภายใน เมื่อเปรียบเทียบกับการกัดกร่อน Die-Sinking แบบดั้งเดิม

รูปที่ 4: ขั้นตอนกระบวนการสำหรับการพัฒนาแนวคิดเครื่องมืออิเล็กโทรดที่เป็นนวัตกรรม พร้อมช่องฟลัชภายใน
(ที่มา: IWF)
การใช้อิเล็กโทรดที่ทำจากแกรไฟต์รีไซเคิล ไม่ได้มีต้นทุนเพิ่มมากขึ้น
หลังโครงการความร่วมมือเสร็จสิ้น สิ่งที่ได้มา คือ ความรู้ที่มุ่งเน้นแอปพลิเคชัน องค์ประกอบวัสดุที่เป็นนวัตกรรมสำหรับเครื่องมืออิเล็กโทรดเช่นเดียวกับเทคโนโลยีสำหรับแอปพลิเคชันดังกล่าว ซึ่งนำไปสู่การเพิ่มผลิตภาพและการอนุรักษ์ทรัพยากรในการผลิตจำนวนมากในประเทศเยอรมนี ผลลัพธ์ของโครงการนี้สามารถลงมือทำได้เลยโดยตรงโดยไม่ต้องมีการลงทุนเพิ่มเติมมาก แม้แต่บริษัทการผลิตที่มีเครื่องมือเครื่องจักรทันสมัยมากก็สามารถใช้ประโยชน์ในศักยภาพเพื่อการเพิ่มความยั่งยืนและผลิตภาพด้วยอิเล็กโทรดนวัตกรรมจากฝุ่นแกรไฟต์ที่มีได้
อ้างอิง: https://www.etmm-online.com/
บทความอื่นๆ :
- การผลิตอิเล็กโตรดแกรไฟต์ : เมื่อหุ่นยนต์รับช่วงในกะดึก
- การกัดความเร็วสูงสามารถบรรลุซึ่งคุณภาพที่ต้องการสำหรับผลิตภัณฑ์ทางการแพทย์ได้หรือไม่?
- ผลิตภาพที่เพิ่มขึ้น : การกัดหนักแทนการกัดด้วยประจุไฟฟ้าและขัดเงา
About The Author
You may also like
-
SuperSource : VEGAPULS 6X เซนเซอร์วัดระดับแบบต่อเนื่องด้วยเทคโนโลยีเรดาห์แบบพรีเมียม
-
แถลงจัดงาน THECA 2024 ผลักดันประเทศไทยสู่ฐานผลิต PCB ระดับโลก
-
อินฟอร์มาฯ – ก.พลังงาน ร่วมภาคีเครือข่ายด้านพลังงาน พร้อมจัดงาน ASEAN Sustainable Energy Week 2024
-
อินเตอร์แมค – ซับคอนไทยแลนด์ 2024 เปิดแล้ว ใหญ่จริง จัดเต็ม เทคโนโลยี นวัตกรรม สัมมนาเปิดทางรอดอุตสาหกรรมไทย
-
SuperSource : 3 เหตุผล ทำไมโรงงานต้องวัดค่าความตึงสายพานทุกครั้งก่อนใช้จริง | TT GROUP