
การขยายศักยภาพการผลิตและการเพิ่มผลิตภาพเป็นสิ่งที่ผู้ประกอบธุรกิจการผลิตมองหาอยู่เสมอ ซึ่งโดยปกติโอกาสมักจะซ่อนอยู่ในกระบวนการต่าง ๆ ในกรณีที่เครื่องจักรใช้งานมาเป็นระยะเวลานานอาจมีต้นทุนการซ่อมแซมที่ไม่คุ้มค่าและผลิตภาพไม่ทัดเทียมกับตลาด การยกระดับผลิตภาพด้วยการเปลี่ยนเครื่องจักรใหม่เมื่อถึงวาระอาจให้ผลตอบแทนที่คุ้มค่าได้ในระยะยาว เนื่องจากเครื่องจักรรุ่นใหม่มีผลิตภาพที่ดีขึ้น ฟังก์ชันอัตโนมัติที่เพิ่มขึ้น การผลิตมีความต่อเนื่องไม่หยุดชะงัก ไม่ต้องใช้คนมาคอยสับเปลี่ยนอุปกรณ์ ลดเวลาหยุด และประหยัดต้นทุนแรงงาน เช่น การป้อนลวดอัตโนมัติในเครื่อง EDM ซึ่งแต่เดิมต้องมีคนมาคอยเฝ้าเครื่องจักรตลอดเวลา และทำการป้อนลวดด้วยมือ เมื่อเวลาการผลิตลดลงย่อมหมายถึงการที่ต้นทุนทุกสิ่งลดลงในสัดส่วนเดียวกัน ไม่ว่าจะเป็นต้นทุนพลังงาน ต้นทุนแรงงาน หากลดได้ครึ่งหนึ่งนั่นหมายถึงทุกต้นทุนก็ลดลงครึ่งหนึ่งเช่นกัน เครื่องจักรใหม่ที่ดีกว่าเป็นหนทางหนึ่งที่อาจช่วยประหยัดต้นทุนได้ในระยะยาว
ในอีกด้านหนึ่งที่มีความสำคัญอย่างยิ่งนอกเหนือจากเรื่องของความคุ้มค่าในรูปตัวเงิน คือ ความสามารถในการพึ่งพาตนเองในการผลิต หากบริษัทที่กำลังพึ่งพาซัพพลายเออร์ ก็ควรมีตัวเลือกซัพพลายเออร์ไว้ในมือ เพื่อลดความเสี่ยงที่จะได้รับผลกระทบในกรณีที่ซัพพลายเออร์เกิดปัญหาขึ้น เช่น ปิดกิจการลง หรือตัดสินใจผลิตเองด้วยการซื้อเครื่องจักรที่จำเป็น สำหรับบทความนี้กล่าวถึงบริษัทที่จำเป็นต้องตัดสินใจซื้อกิจการซัพพลายเออร์ เนื่องจากพึ่งพาส่วนงาน EDM ทั้งหมดจากซัพพลายเออร์รายเดียวเพื่อรับประกันความสามารถในการผลิตให้คงอยู่ และความต่อเนื่องของธุรกิจที่จำเป็นต้องพึ่งพาส่วนดังกล่าว ซึ่งการหายไปของซัพพลายเออร์จะทำให้ไม่สามารถตอบสนองต่อกลุ่มลูกค้าบางกลุ่มที่มีอยู่ของบริษัทได้ นอกจากความเสี่ยงเรื่องซัพพลายเออร์แล้ว ยังมีสิ่งที่ทำให้ธุรกิจก่อเกิดปัญหาอย่าง Five Force Model ของ Michale E. Porter ที่ให้กรอบความคิดของความเสี่ยงและอำนาจการต่อรองที่ธุรกิจต้องคำนึงถึงจาก 5 กลุ่ม อันได้แก่ 1. การแข่งขันภายในอุตสาหกรรมเดียวกัน 2. ภัยจากผู้เล่นหน้าใหม่ 3. อำนาจต่อรองของลูกค้า 4. อำนาจต่อรองของซัพพลายเออร์ และ 5. ภัยคุกคามจากสินค้าทดแทน ซึ่งปัจจัยเหล่านี้ควรที่จะได้รับการทบทวนอย่างจริงจังเพื่อหาแผนสำรองไว้ล่วงหน้า ในบทความนี้กล่าวถึงการเข้าครอบครองกิจการซัพพลายเออร์จึงเป็นสิ่งที่จำเป็นในการตัดสินใจ และคงจะเป็นการดีกว่าหากสามารถมองความเสี่ยงนี้ไว้แต่เนิ่น ๆ


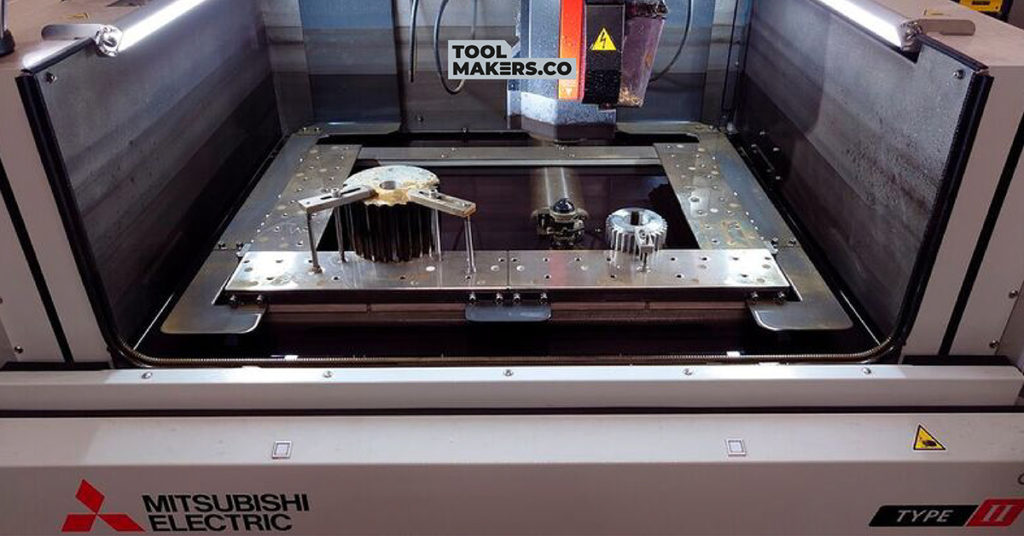
เมื่อ JVD Engineering ได้ทราบว่าซัพพลายเออร์ผู้รับเหมาช่วง EDM กำลังจะเลิกกิจการ Matthew Abraham-Thomas ผู้เป็นเจ้าของธุรกิจจึงได้ซื้อธุรกิจนี้ไว้ และเวลาไม่นานเขาก็เห็นโอกาสในการปรับปรุงประสิทธิภาพการทำงานของ EDM ด้วยการซื้อเครื่อง EDM ของ Mitsubishi รุ่น MV2400S

บริเวณหน้างานของเครื่อง Mitsubishi ที่ JVD
(ที่มา: ETG)


บริษัท JVD Engineering ก่อตั้งขึ้นในปี 1991 ได้มีการลงทุนอย่างต่อเนื่อง มีการเปลี่ยนจากบริษัทจากโรงกลึงด้วยมือไปเป็นโรงงาน CNC เต็มรูปแบบตั้งแต่ Matthew Abraham-Thomas กรรมการผู้จัดการ ได้ซื้อกิจการมาจากเจ้าของเดิม เขาเล่าถึงสถานการณ์ EDM ว่า “ตอนที่ซัพพลายเออร์ประกาศว่าจะปิดกิจการ เราก็ให้บริการลูกค้า EDM ของเราอย่างต่อเนื่อง เป็นตัวเลือกที่ไม่ยากในการตัดสินใจระหว่างการรับงานเข้ามาเองโดยการซื้อกิจการ หรือสูญเสียลูกค้าเดิมไป
“กิจการที่เราซื้อมามีเครื่อง EDM เก่าอยู่ 6 เครื่อง และมีเพียง 3 เครื่องเท่านั้นที่ยังสามารถใช้งานอยู่ทุกวันนี้ ในขณะที่เครื่อง EDM 3 เครื่องที่ใช้งานได้นั้นก็ต้องมีการอัปเกรดเทคโนโลยีอีกด้วย เครื่อง EDM ที่มีอยู่ทั้งหมดนั้นมีผู้จำหน่ายเจ้าเดียวกัน เราจึงต้องการลงทุนยี่ห้อและเทคโนโลยีเดียวกัน” แต่แล้วความคิดเหล่านี้ก็เปลี่ยนไปเมื่อ Eric Tollet จาก ETG แนะนำเครื่อง EDM จาก Mitsubishi ให้รู้จัก
Matthew กล่าว “ผมได้รู้จัก Eric มาหลายปีแล้ว Eric แนะนำให้รู้จักกับ Mitsubishi และได้รับการสาธิตเครื่องอย่างเชี่ยวชาญจาก Scott Elsmere ทำให้เห็นข้อดีของ MV2400S และแสดงให้เห็นว่า Mitsubishi นั้นเหนือกว่าคู่แข่ง เราจึงตัดสินใจได้”



เครื่อง EDM ของ Mitsubishi รุ่น MV2400S ได้รับการติดตั้งที่ JVD Engineering เมื่อเดือนสิงหาคมและได้สร้างประโยชน์กับธุรกิจเป็นอย่างมาก JVD ในฐานะธุรกิจรับเหมาช่วงด้านการตัดเฉือนสามารถผลิตส่วนประกอบต่าง ๆ ให้กับภาคส่วนอุตสาหกรรมมากมาย ในขณะที่ EDM เป็นเพียงองค์ประกอบเล็ก ๆ แต่มีความสำคัญในการผลิตส่วนประกอบต่าง ๆ ที่น่าสนใจและซับซ้อนได้ อย่างเช่น รูสลัก ที่มีความคลาดเคลื่อนอย่างมากบนอุปกรณ์ที่ทำด้วยเหล็กและวัสดุที่ยากต่อการทำงานแบบอื่น ๆ สิ่งนี้คือความต่อเนื่องในการผลิตที่ก่อนหน้านี้ต้องใช้บริการรับเหมาช่วง EDM และนำไปสู่การครอบครองธุรกิจ EDM ในเวลาต่อมา
Matthew กล่าวเสริมว่า “Mitsubishi รุ่น MV2400S มีฐานขนาดใหญ่ที่มีแกน Y 300 มม. เมื่อเทียบกับเครื่องจักรที่มีอยู่เพียงแค่ 150 มม. เท่านั้น ซึ่งทำให้เราได้ชิ้นส่วนที่ใหญ่ขึ้นและวางชิ้นส่วนได้หลาย ๆ ชิ้นบนเครื่องเพื่อที่จะผลิตได้พร้อม ๆ กัน อย่างไรก็ตาม ฐานที่ใหญ่ขึ้นนี้หมายความว่าต้องเอาเครื่อง EDM เก่าออก 2 เครื่องเพื่อให้มีที่ว่างสำหรับ Mitsubishi MV2400S ที่มีประสิทธิภาพมากกว่า ใช้งานง่าย มีระบบควบคุม CNC หรือการป้อนลวดอัตโนมัติ ถึงแม้ว่าจะเก็บเครื่องเก่าไว้ 1 เครื่องเผื่อกรณีต้องกลับไปใช้ แต่ตั้งแต่ใช้เครื่องใหม่มา ก็ยังไม่เคยกลับไปใช้เครื่องเก่าเลย”
ผลิตภาพที่มากกว่า 4 เท่า
Matthew กล่าวต่อว่า “Mitsubishi MV2400S เร็วกว่าเครื่องรุ่นก่อนถึง 4 เท่า ก่อนนั้นเครื่อง EDM ใช้เวลาทำงาน 38 ชั่วโมง ปัจจุบัน Mitsubishi ทำงานได้น้อยกว่า 16 ชั่วโมง นั่นคือรอบเวลาการทำงานลดลงมากกว่า 60 ถึง 70 เปอร์เซ็นต์ แต่เดิมผู้ปฏิบัติงานจะต้องให้ความสนใจเครื่องจักรอย่างต่อเนื่องและทำการป้อนลวดใหม่บ่อย ๆ ทำให้เสียเวลาและใช้เวลาในการทำงานที่มากเกินไป ในขณะที่ Mitsubishi มีระบบป้อนลวดอัตโนมัติ มีการตั้งค่าในการทำงาน และเพียงแค่หยิบเอาชิ้นส่วนที่ทำเสร็จออกจากเครื่องเท่านั้น”
Mitsubishi MV2400S ใช้งานง่ายผ่านหน้าจอขนาดใหญ่พร้อมชุดควบคุมที่ทันสมัยเพื่อความสะดวกสบายในการใช้งาน ในขณะที่ผู้ใช้สามารถกำหนดค่าอินเตอร์เฟซได้ทำให้สามารถจัดการการทำงานหลักได้อย่างอิสระได้ในแต่ละวัน ด้วยการแนะนำทีละขั้นตอน ผู้ใช้จะได้รับคำแนะนำจนจบกระบวนการทั้งหมด ตั้งแต่การสร้างโปรแกรมไปจนถึงการเริ่มใช้งานเครื่อง รวมถึงสถานะของเครื่อง ระยะเวลาในการผลิต สภาพการบำรุงรักษา และข้อมูลอื่น ๆ อีกทั้งในระหว่างการเตรียมเครื่องที่ยังมีงานค้างอยู่ก็ยังมีการซัพพอร์ตลวดที่ยังเหลืออยู่ สถานะของไส้กรอง เรซินกำจัดประจุ และพารามิเตอร์อื่น ๆ เป็นการป้องกันการหยุดทำงานที่เกิดจากวัสดุที่มีจำกัดหรือชิ้นส่วนที่สึกหรอ และช่วยเพิ่มประสิทธิภาพเวลาการทำงานของเครื่องด้วย ทั้งนี้ ยังมีเอกสารที่รวบรวมคำแนะนำในการบำรุงรักษา พร้อมรูปภาพประกอบและการอธิบายแบบ 3 มิติอีกด้วย
Matthew กล่าวเสริมเกี่ยวกับนวัตกรรมของเครื่องจักรว่า “เครื่องรุ่นก่อน เราต้องใส่พารามิเตอร์การตัดทุกอย่างด้วยตนเอง แต่ Mitsubishi เราแค่เพียงโหลดไฟล์ DXF ของชิ้นส่วนเข้าไปในเครื่อง กรอกประเภทวัสดุและบริเวณที่เราต้องการตัด ระบบควบคุมจะทำการจำลองเส้นทางการตัดและพารามิเตอร์การตัดที่เหมาะสมให้ เป็นวิธีที่ง่ายและรวดเร็วเร็วมาก และเมื่อเครื่องทำการจำลองแล้วเครื่องจะให้กำหนดเวลาที่แม่นยำ ดังนั้นจึงสามารถทำการเสนอราคาให้กับลูกค้าได้อย่างถูกต้องและรวดเร็ว ส่งผลให้ลูกค้าเกิดความเชื่อมั่นในธุรกิจมากยิ่งขึ้น”
“ซอฟต์แวร์ที่ใช้งานง่ายทำให้เพิ่มการทำงานได้มากขึ้นและใช้วัสดุได้อย่างมีประสิทธิภาพยิ่งขึ้น แต่ที่ยอดเยี่ยมไปกว่านั้น คือ วงจรการใช้งานส่วนประกอบของเครื่องขึ้นอยู่กับเวลาในการบำรุงรักษาเชิงป้องกัน (Preventative Maintenance) การทำงานของเครื่องเร็วขึ้นและมีประสิทธิภาพมากขึ้น ใช้ลวดน้อยกว่า ใช้พลังงานไฟฟ้าน้อยกว่าเครื่องอื่น ๆ เป็นเครื่องจักรที่ฉลาดอย่างไม่น่าเชื่อ”
“คุณสมบัติที่ยอดเยี่ยมมีอีกมากที่พบเจอได้ในทุก ๆ วัน ตัวอย่างเช่น การผลิตตัวนำวาล์วไฮดรอลิกที่ทีเทเปอร์ 15 องศา ชุดการทำงานของ EDM มี 4 ส่วนถูกเหมาช่วงออกไปที่ราคา 800 ปอนด์ต่อชิ้น เนื่องจากไม่สามารถหาซัพพลายเออร์ที่เหมาะสมได้ แต่ตอนนี้เราสามารถทำงานนี้ได้เองด้วย Mitsubishi ซึ่งช่วยให้เราลดต้นทุนไปได้มาก อีกทั้งการซัพพอร์ตและบริการอย่างเชี่ยวชาญจาก Scott และทีมงาน ETG” Matthew กล่าวสรุป
บทความอ้างอิง: https://www.etmm-online.com/
บทความอื่น ๆ
- การใช้พลังงานอย่างมีประสิทธิภาพด้วย EDM : เทคโนโลยีเครื่องกำเนิดไฟฟ้าสร้างความแตกต่างได้อย่างไร?
- แกรไฟต์รีไซเคิล สร้างเครื่องมืออิเล็กโทรดที่ยั่งยืน
- ECP: การขัดด้วยไฟฟ้าเชิงเคมีช่วยให้พื้นผิวแม่พิมพ์เรียบยิ่งขึ้น
- เครื่องมือที่มีความแม่นยำยิ่งขึ้น ส่งผลให้ค่าใช้จ่ายลดลงอย่างไร?
About The Author
You may also like
-
SuperSource : VEGAPULS 6X เซนเซอร์วัดระดับแบบต่อเนื่องด้วยเทคโนโลยีเรดาห์แบบพรีเมียม
-
แถลงจัดงาน THECA 2024 ผลักดันประเทศไทยสู่ฐานผลิต PCB ระดับโลก
-
อินฟอร์มาฯ – ก.พลังงาน ร่วมภาคีเครือข่ายด้านพลังงาน พร้อมจัดงาน ASEAN Sustainable Energy Week 2024
-
อินเตอร์แมค – ซับคอนไทยแลนด์ 2024 เปิดแล้ว ใหญ่จริง จัดเต็ม เทคโนโลยี นวัตกรรม สัมมนาเปิดทางรอดอุตสาหกรรมไทย
-
SuperSource : 3 เหตุผล ทำไมโรงงานต้องวัดค่าความตึงสายพานทุกครั้งก่อนใช้จริง | TT GROUP